7 belastungsüberwachung, 1 referenzbearbeitung, Referenzbearbeitung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 66
3 Betriebsart Maschine
54
3.7 Belastungsüberwachung
3.7.1
Referenzbearbeitung
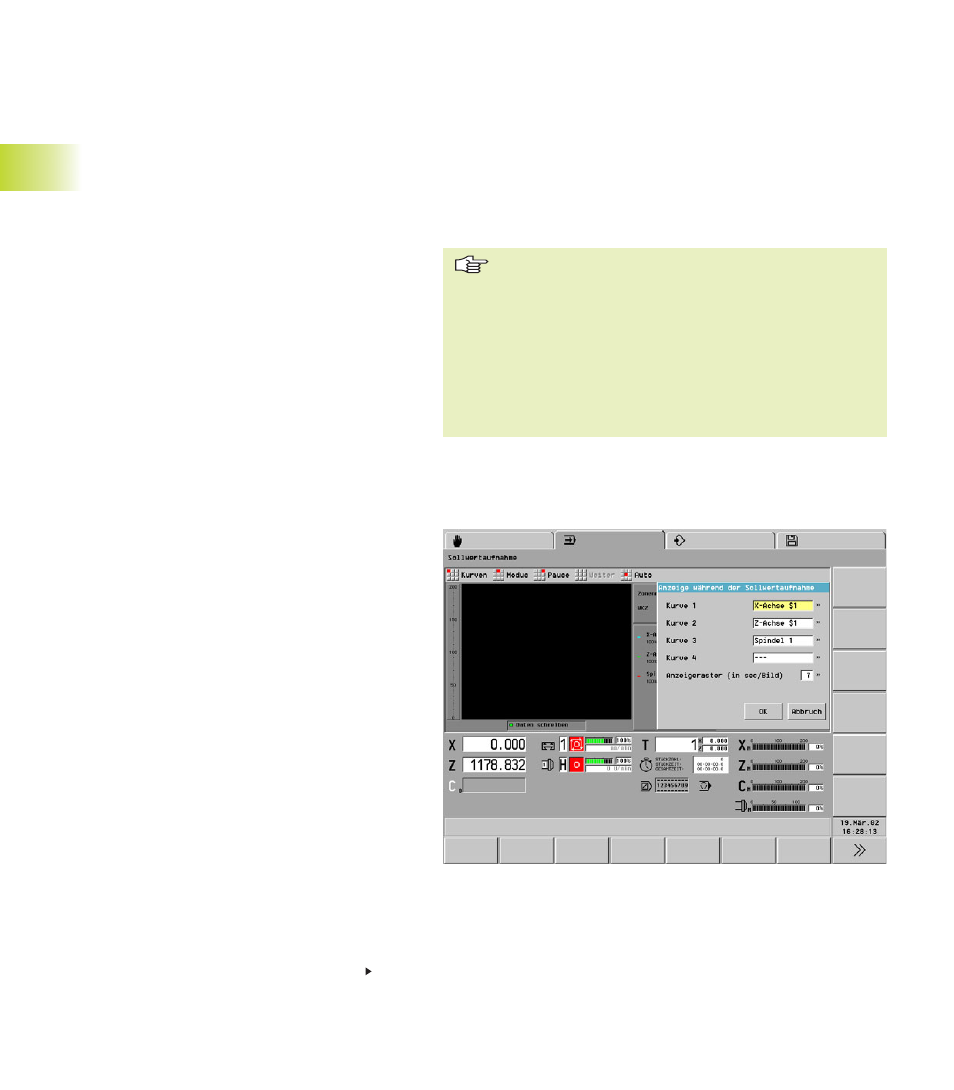
Die Referenzbearbeitung (Sollwertaufnahme) ermit-
telt das maximale Drehmoment und die Arbeit je-
der Überwachungszone, die Bezugswerte.
Der CNC PILOT führt eine Referenzbearbeitung
durch, wenn:
■
keine „Überwachungs-Parameter“ vorliegen.
■
Sie in der Dialogbox „Referenzbearbeitung“
(nach der „Programmanwahl“) „Ja“ wählen.
Anwahl: „Anz(eige) – Belastungsüberwachung –
Anzeige“ (Betriebsart Automatik).
Untermenü „Sollwertaufnahme“:
■
Menüpunkt „Kurven“
Ordnen Sie den Eingabefeldern „Kurve 1..4“ die
Antriebe zu.
„Anzeigeraster“ beeinflusst die Genauigkeit und
Geschwindigkeit der Darstellung. Ein „kleines Ra-
ster“ erhöht die Genauigkeit der Anzeige (Werte:
4, 9, 19, 39 Sekunden pro Bild).
■
Menügruppe „Modus“
■
Liniengrafik: Drehmomente über die Zeitachse
anzeigen
Fortsetzung nächste Seite
3.7
Belastungsüberwachung
Bei der Fertigung unter Belastungsüberwachung
vergleicht der CNC PILOT die Drehmomente bzw.
die „Arbeit“ der Antriebe mit Werten einer „Refe-
renzaufnahme“.
Bei Überschreitung des „Drehmoment-Grenzwert
1“ oder „Arbeit-Grenzwert“ wird das Werkzeug als
„verbraucht“ gekennzeichnet. Bei Überschreitung
des „Drehmoment-Grenzwert 2“ geht der CNC PI-
LOT von einem Werkzeugbruch aus und stoppt die
Bearbeitung (Vorschub-Stop). Grenzwert-Überschrei-
tungen werden als Fehlermeldung mitgeteilt.
Die Belastungsüberwachung kennzeichnet ver-
brauchte Werkzeuge in den „Werkzeug-Diagnose-
Bits“. Wenn Sie die Standzeitüberwachung nutzen,
übernimmt der CNC PILOT die Verwaltung der Aus-
tausch-Werkzeuge (siehe „
4.2.4 Werkzeugprogram-
mierung“). Die „Werkzeug-Diagnose-Bits“ können
Sie auch im NC-Programm ausgewerten.
Bei der Belastungsüberwachung legen Sie in dem NC-Programm
Überwachungszonen fest und definieren die zu überwachenden
Antriebe (G995). Die Drehmoment-Grenzwerte einer Überwa-
chungszone orientieren sich an das bei der Referenzbearbeitung er-
mittelte maximale Drehmoment.
Der CNC PILOT prüft die Drehmoment- und Arbeitswerte bei jedem
Interpolator-Zyklus und zeigt die Werte in einem Zeitraster von 20
msec an. Die Grenzwerte werden aus den Bezugswerten und dem
Grenzwert-Faktor (Steuerungs-Parameter 8) errechnet. Sie können
die Grenzwerte in „Überwachungs-Parameter editieren“ nachträg-
lich ändern.
■
Achten Sie auf gleiche Bedingungen bei der Referenz-
bearbeitung und der späteren Fertigung (Vorschub-,
Drehzahlüberlagerung, Qualität der Werkzeuge, etc.)
■
Pro Überwachungszone werden maximal vier Aggrega-
te überwacht.
■
Mit „G996 Art der Belastungsüberwachung“ steuern
Sie das Ausblenden von Eilgangwegen und die Überwa-
chung per Drehmoment- und/oder Arbeit.
■
Die grafischen und numerischen Anzeigen erfolgen re-
lativ zu den Nenn-Drehmomenten.