8 werkzeuge, korrekturen, 6 bearbeitungs-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 132
4 DIN PLUS
120
4.6.8 Werkzeuge, Korrekturen
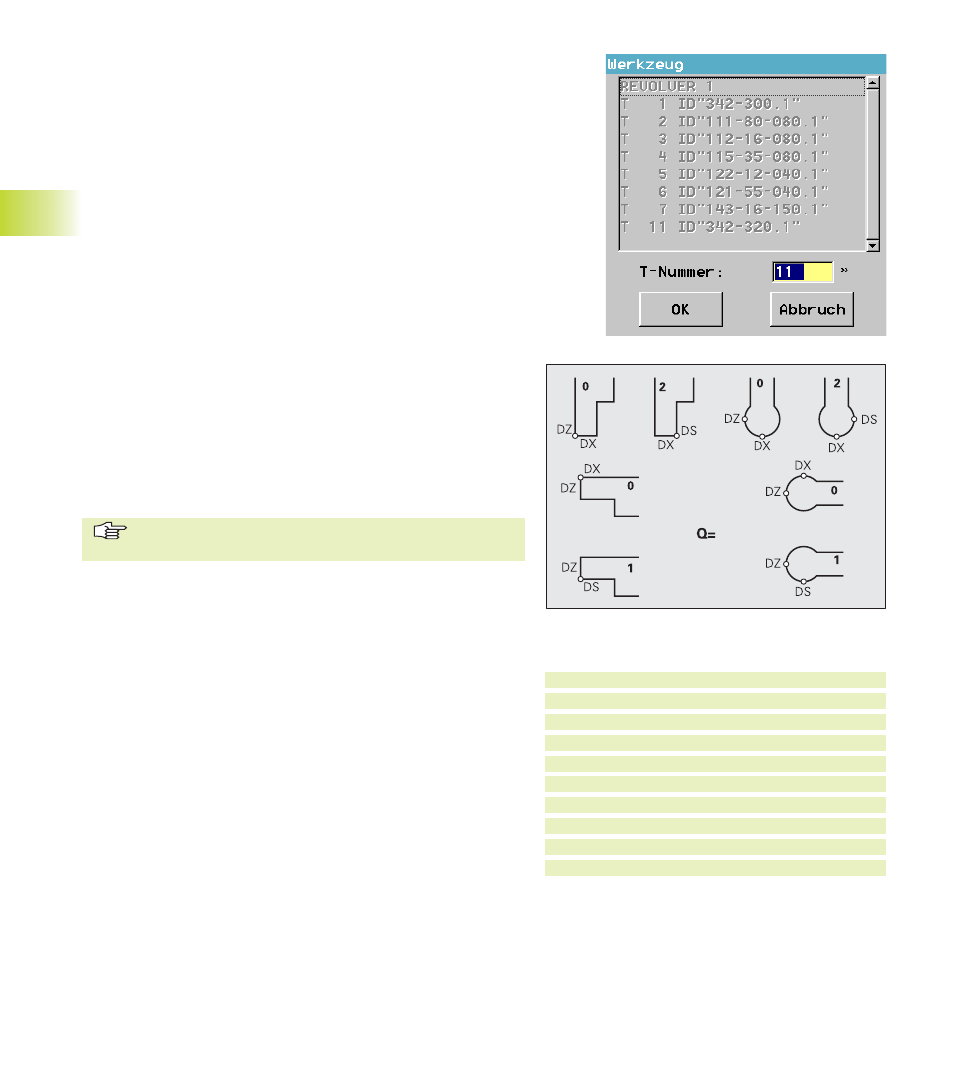
Werkzeug einwechseln – T
Der CNC PILOT zeigt die im Abschnitt REVOLVER definierte Werk-
zeugbelegung an. Sie können die T-Nummer direkt eingeben oder
aus der Werkzeugliste auswählen (umschalten mit Softkey WEITER).
Siehe auch „
4.2.4 Werkzeugprogrammierung“.
(Wechsel der) Schneidenkorrektur G148
„O“ definiert die zu verrechnenden Verschleißkorrekturen. Bei Pro-
grammstart und nach einem T-Befehl sind DX, DZ aktiv.
Parameter
O:
Auswahl – default: 0
■
O=0: DX, DZ aktiv – DS inaktiv
■
O=1: DS, DZ aktiv – DX inaktiv
■
O=2: DX, DS aktiv – DZ inaktiv
Die Stechzyklen G860, G866, G869 berücksichtigen au-
tomatisch die „richtige“ Verschleißkorrektur.
Additive Korrektur G149
Der CNC PILOT verwaltet 16 werkzeugunabhängige Korrekturen.
Ein G149 gefolgt von einer „D-Nummer“ aktiviert die Korrektur –
„G149 D900“ schaltet die Korrektur aus.
Parameter
D:
Additive Korrektur – default: D900; Bereich: 900..916
Hinweise zur Programmierung
■
Die Korrektur muss „ausgefahren“ werden, bevor sie wirksam
wird. Programmieren Sie deshalb G149 einen Satz vor dem
Verfahrweg, in dem die Korrektur wirksam sein soll.
■
Eine additive Korrektur bleibt wirksam bis:
■
zum nächsten „G149 D900“
■
zum nächsten Werkzeugwechsel
■
Programmende
4.6 Bearbeitungs-Bef
ehle
Beispiel
. . .
N.. G1 Z–25
N.. G149 D901
[Korrektur aktivieren]
N.. G1 X50
[Korrektur „ausfahren“:
Position X50 + Korrektur]
N.. G1 Z–50
[Konturelement ist mit
Korrektur beaufschlagt]
N.. G149 D900
[Korrektur deaktivieren]
. . .