12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 304
6 TURN PLUS
292
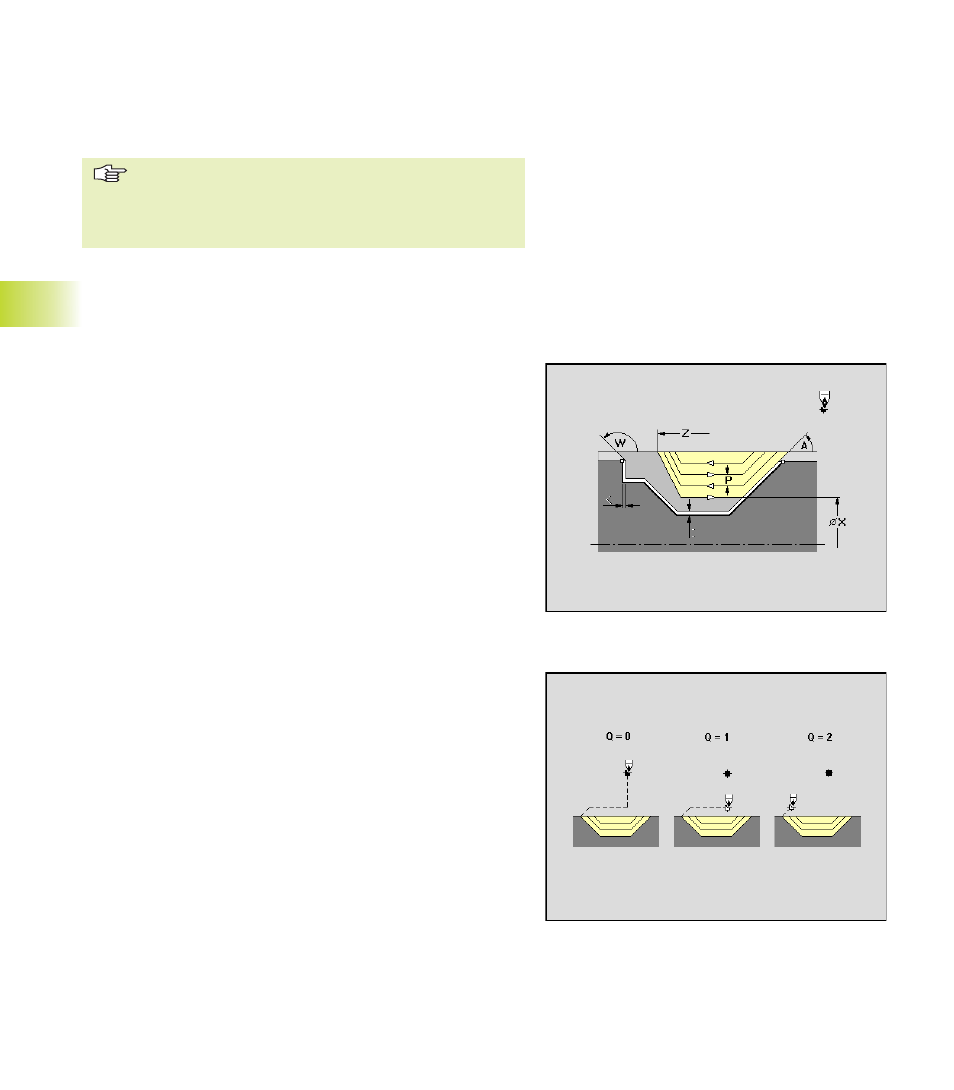
Schruppen auskammern – neutrale Wkz (G835)
Parameter
P:
Schnitttiefe (maximale Zustellung)
A:
Anfahrwinkel (Bezug: Z-Achse) – default 0°/180° (parallel zur
Z-Achse)
W:
Abfahrwinkel (Bezug: Z-Achse) – default 90°/270° (recht-
winklig zur Z-Achse)
X, Z:
Schnittbegrenzung
Aufmaßart einstellen: per Softkey
I, K:
unterschiedliches Längs-/Plan-Aufmaß
I:
konstantes Aufmaß – generiert „Aufmaß G58“ vor dem Zy-
klus
Eintauchen: fallende Konturen bearbeiten ?
■
Ja
■
Nein
E:
reduzierter Eintauchvorschub bei fallenden Konturen
Bidirektional: Zerspanung mit Zyklus
■
Ja: G835
■
Nein: G830
Q:
Freifahrart bei Zyklusende
■
Q=0: zurück zum Startpunkt
Längs: erst X- dann Z-Richtung
Plan: erst Z- dann X-Richtung
■
Q=1: positioniert vor der fertigen Kontur
■
Q=2: hebt ab auf Sicherheitsabstand und stoppt
Freistich-Bearbeitung (siehe Softkey-Tabelle)
Auskammern – automatisch
unterstützt die zweiseitige Bearbeitung. TURN PLUS wählt zuerst
das Schruppwerkzeug für das Vorschruppen und anschließend das
Werkzeug mit entgegengesetzter Bearbeitungsrichtung für die
Zerspanung des Restmaterials.
„Auskammern – automatisch“ bearbeitet nur „Einsti-
che“ (– eine Freidrehungen kann mit einem Standard-
Schruppzyklus bearbeitet werden). Einstich oder Freidre-
hung unterscheidet TURN PLUS anhand des „zulässigen
Einwärtskopierwinkel EKW“ (Bearbeitungs-Parameter 1).
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)