2 programmkopf, 2 programmverwaltung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 230
6 TURN PLUS
218
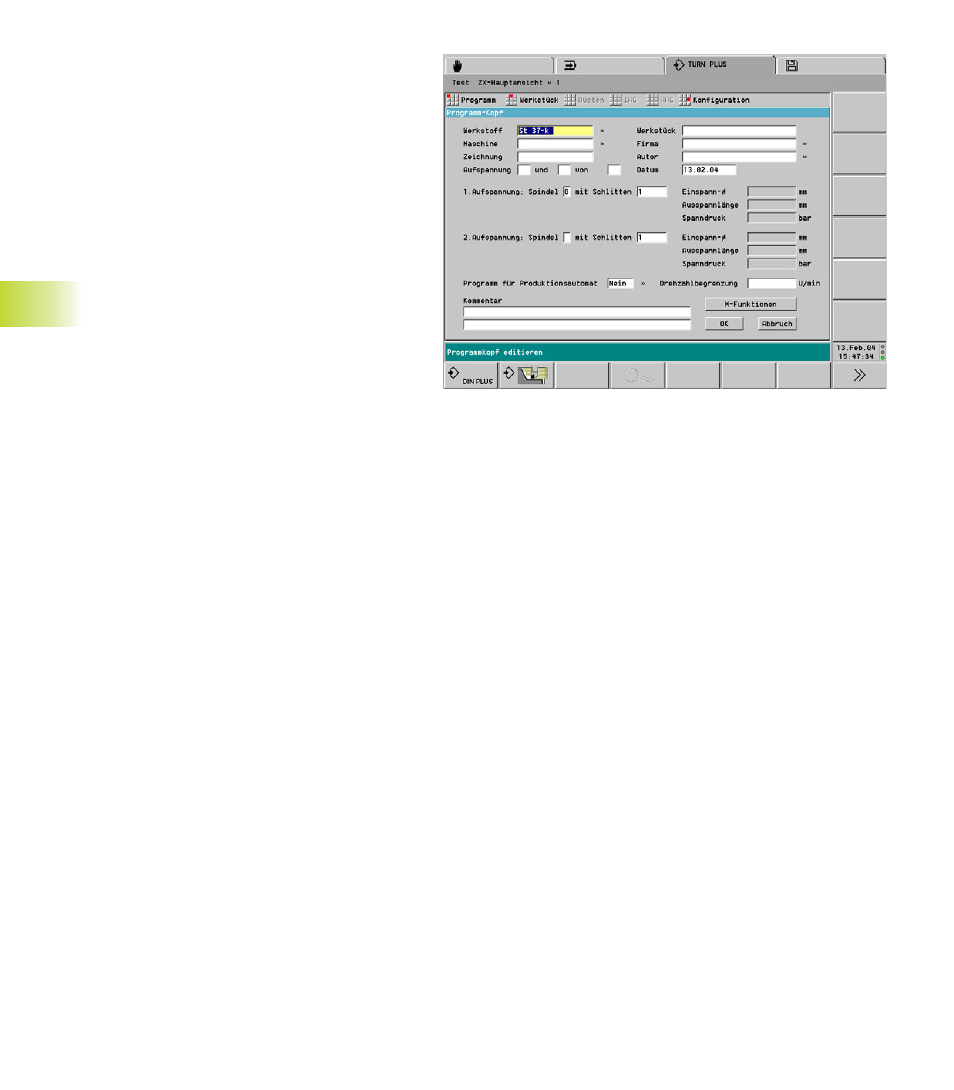
6.2.2 Programmkopf
Der PROGRAMMKOPF beinhaltet:
■
Werkstoff – zur Ermittlung der Schnittwerte
■
Zuordnung Spindel – Schlitten 1. Aufspannung
■
Zuordnung Spindel – Schlitten 2. Aufspannung
Geben Sie bei der bei Komplettbearbeitung die
Spindel/den Schlitten an, mit der die Aufspannung
bearbeitet wird.
■
Drehzahlbegrenzung:
■
keine Eingabe: SMAX ist die Drehzahlbegren-
zung
■
Eingabe < SMAX: Eingabe ist die Drehzahlbe-
grenzung
■
Eingabe > SMAX: SMAX ist die Drehzahlbegren-
zung
SMAX: siehe Bearbeitungsparameter 2 (Globale
Technologieparameter – Drehzahlbegrenzung).
■
Schaltfeld „M-Funktionen“: Sie können bis zu
fünf M-Funktionen definieren, die TURN PLUS bei
der Generierung des NC-Programms berücksich-
tigt.
■
am „Anfang der Bearbeitung“
■
nach einem Werkzeugwechsel (T-Befehl)
■
am Ende der Bearbeitung
Die Felder
■
Einspanndurchmesser
■
Ausspannlänge
■
Spanndruck
ermittelt TURN PLUS in der Funktion „Rüsten“ und
trägt sie automatisch ein (siehe „
6.11.1 Werkstück
spannen“).
Die anderen Felder beinhalten organisatorische In-
formationen und Einrichteinformationen, die die
Programmausführung nicht beeinflussen.
Die Informationen des Programmkopfes werden im
DIN-Programm mit „#“ gekennzeichnet.
6.2 Programmverwaltung