5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 372
7 Parameter und Betriebsmittel
360
7.5 Bearbeit
ungs-P
ar
amet
er
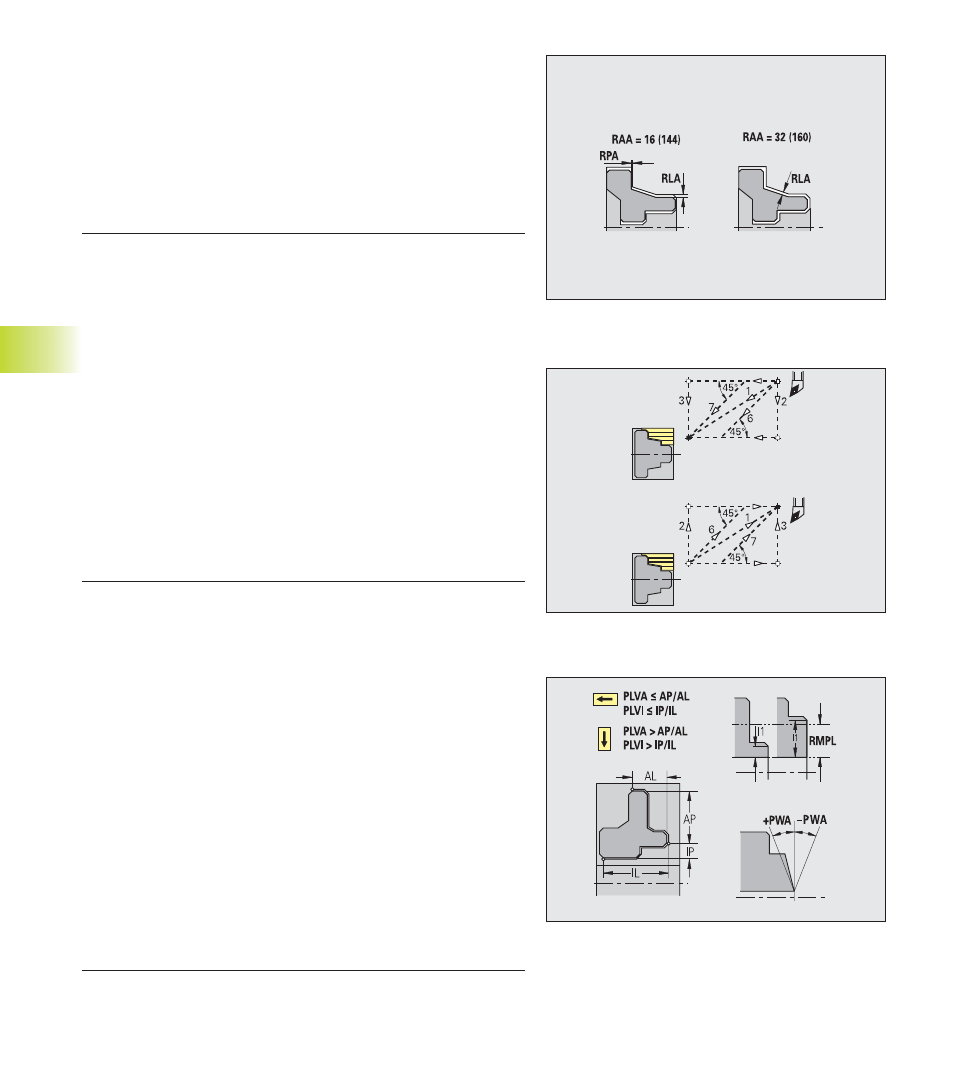
Der Fertigteilbereich kann mit Aufmaßen versehen werden:
■
Aufmaßart [RAA]
■
16: unterschiedliches Längs-/Planaufmaß – keine Einzelaufmaße
■
144: unterschiedliches Längs-/Planaufmaß – mit Einzelauf-
maßen
■
32: äquidistantes Aufmaß – keine Einzelaufmaße
■
160: äquidistantes Aufmaß – mit Einzelaufmaßen
■
Äquidistant oder Längs [RLA]: äquidistantes Aufmaß oder
Längsaufmaß
■
Kein oder Plan [RPA]: Planaufmaß
Schruppen – Bearbeitungsanalyse
TURN PLUS entscheidet anhand von PLVA/PLVI, ob eine Längs-
oder Planbearbeitung durchgeführt wird.
■
Plan/Längsverhältnis Außen [PLVA]
■
PLVA <= AP/AL: Längsbearbeitung
■
PLVA > AP/AL: Planbearbeitung
■
Plan/Längsverhältnis Innen [PLVI]
■
PLVI <= IP/IL: Längsbearbeitung
■
PLVI > IP/IL: Planbearbeitung
■
Minimale Planlänge [RMPL] (Radiuswert): bestimmt, ob das vor-
dere Planelement einer Fertigteil-Außenkontur plangeschruppt
wird.
■
RMPL > l1: ohne extra Planschruppen
■
RMPL < l1: mit extra Planschruppen
■
RMPL = 0: Sonderfall
■
Planwinkelabweichung [PWA]: Das erste vordere Element gilt
als Planelement, wenn es innerhalb +PWA und –PWA liegt.
Schruppen – An- und Abfahren
■
Anfahren Außenschruppen [ANRA]
■
Anfahren Innenschruppen [ANRI]
■
Abfahren Außenschruppen [ABRA]
■
Abfahren Innenschruppen [ABRI]
Anfahrart/Abfahrart:
■
1: X- und Z-Richtung gleichzeitig
■
2: erst X- dann Z-Richtung
■
3: erst Z- dann X-Richtung
■
6: Mitschleppen, X- vor Z-Richtung
■
7: Mitschleppen, Z- vor X-Richtung
An- und Abfahrbewegungen erfolgen im Eilgang (G0).