4 programmabschnitt-kennungen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 93
HEIDENHAIN CNC PILOT 4290
81
4.4 Programmabschnitt-Kennungen
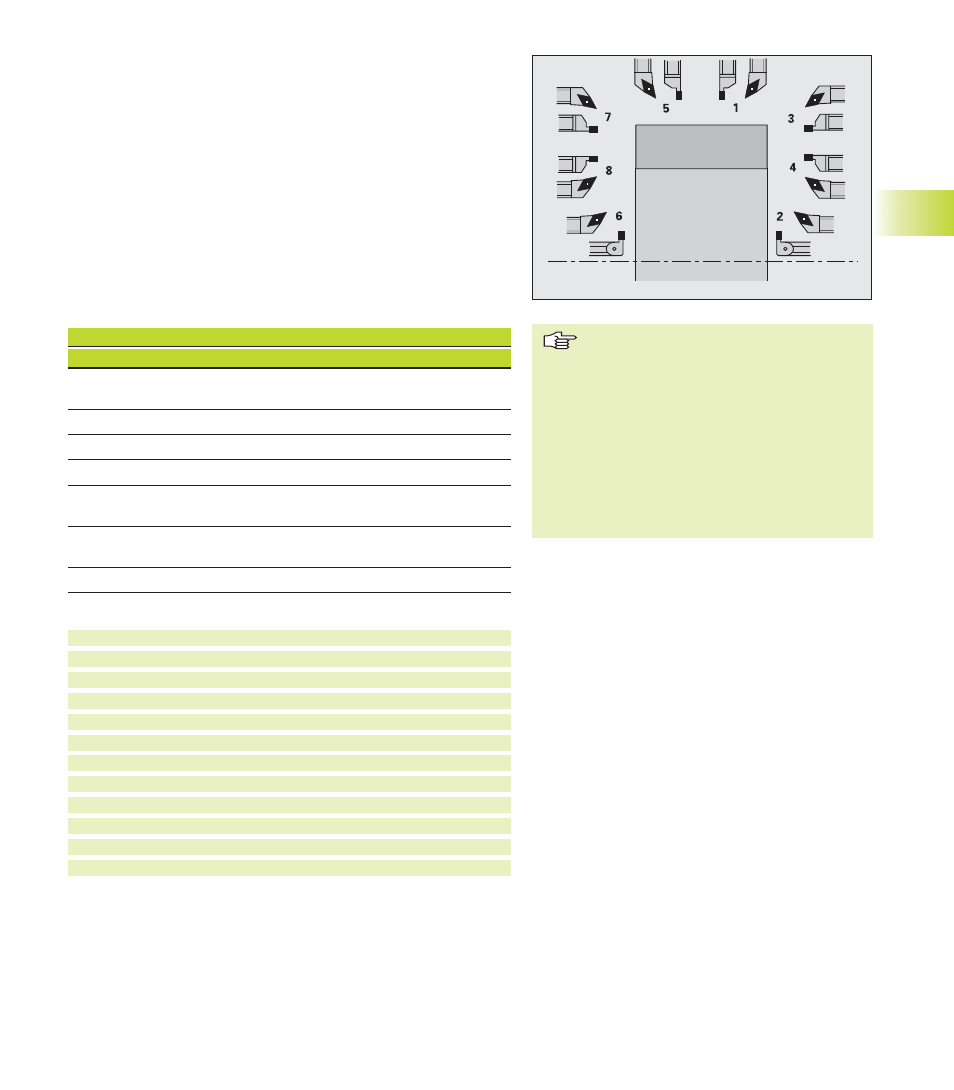
Beispiel: REVOLVER-Tabelle
REVOLVER 1
T1 ID"342-300.1"
[Wkz aus der Datenbank]
T2 WT1 X50 Z50 R0.2 B6 [einfache Wkz-Beschreibung]
T3 WT122 X15 Z150 H0 V4 R0.4 A93 C55 I9 K70 [erweiterte
[Wkz-Beschreibung – ohne Aufnahme in die DB]
T4 ID"Erw.1" WT112 X20 Z150 H2 V4 R0.8 A95 C80 B9 K70
[erweiterte Wkz-Beschreibung – mit Aufnahme in die DB]
. . .
■
Erweiterte Eingabe:
■
Keine Einschränkungen für den Einsatz des Werkzeugs.
■
In der Simulation wird nur die Werkzeugschneide dargestellt.
■
Sie definieren zuerst den Werkzeugtyp und editieren anschlie-
ßend die Werkzeug-Parameter. Die Werkzeug-Parameter entspre-
chen der ersten Dialogbox des Werkzeug-Editors (siehe „
8.1
Werkzeug-Datenbank“).
■
Nur wenn Sie die Identnummer angeben, werden die Daten
bei der Programmübersetzung in die Datenbank übernommen.
■
Einfach-Wkz:
■
Nur für einfache Verfahrwege und Drehzyklen geeignet
(G0...G3, G12, G13; G81...G88).
■
Es erfolgt keine Konturnachführung.
■
Die Schneidenradiuskompensation wird durchgeführt.
■
Einfach-Wkz werden nicht in die Datenbank aufgenommen.
■
Bedeutung der Parameter: siehe Tabelle
Einfach-Werkzeuge
Dialogbox
NC-Prog.
Bedeutung
Werkzeugtyp
WT
Werkzeugtyp und Bearbeitungsrich-
tung
Maß X (xe)
X
Einstellmaß
Maß Y (ye)
Y
Einstellmaß
Maß Z (ze)
Z
Einstellmaß
Radius R (rs)
R
Schneidenradius bei Dreh-
werkzeugen
Schn.Br. B (sb)
B
Schneidenbreite bei Stech- und Pilz-
Werkzeugen
Durchm. I (df)
I
Fräser- oder Bohrerdurchmesser
■
Wenn Sie REVOLVER nicht program-
mieren, werden die in der „Werkzeug-
liste“ eingetragenen Werkzeuge verwen-
det (siehe „
3.3.1 Werkzeugliste einrich-
ten“).
■
Die Namen „_SIM...“ und „_AUTO...“
sind für „temporäre Werkzeuge“ (Ein-
fach-Wkz und Werkzeuge ohne Ident-
nummer) reserviert. Die Werkzeugbe-
schreibung gilt nur solange das NC-Pro-
gramm in der Simulation oder im Auto-
matik-Betrieb aktiviert ist.