3 linear- und rundachsen, Linear- und rundachsen, 1 die din- pr ogr ammier ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 74
4 DIN PLUS
62
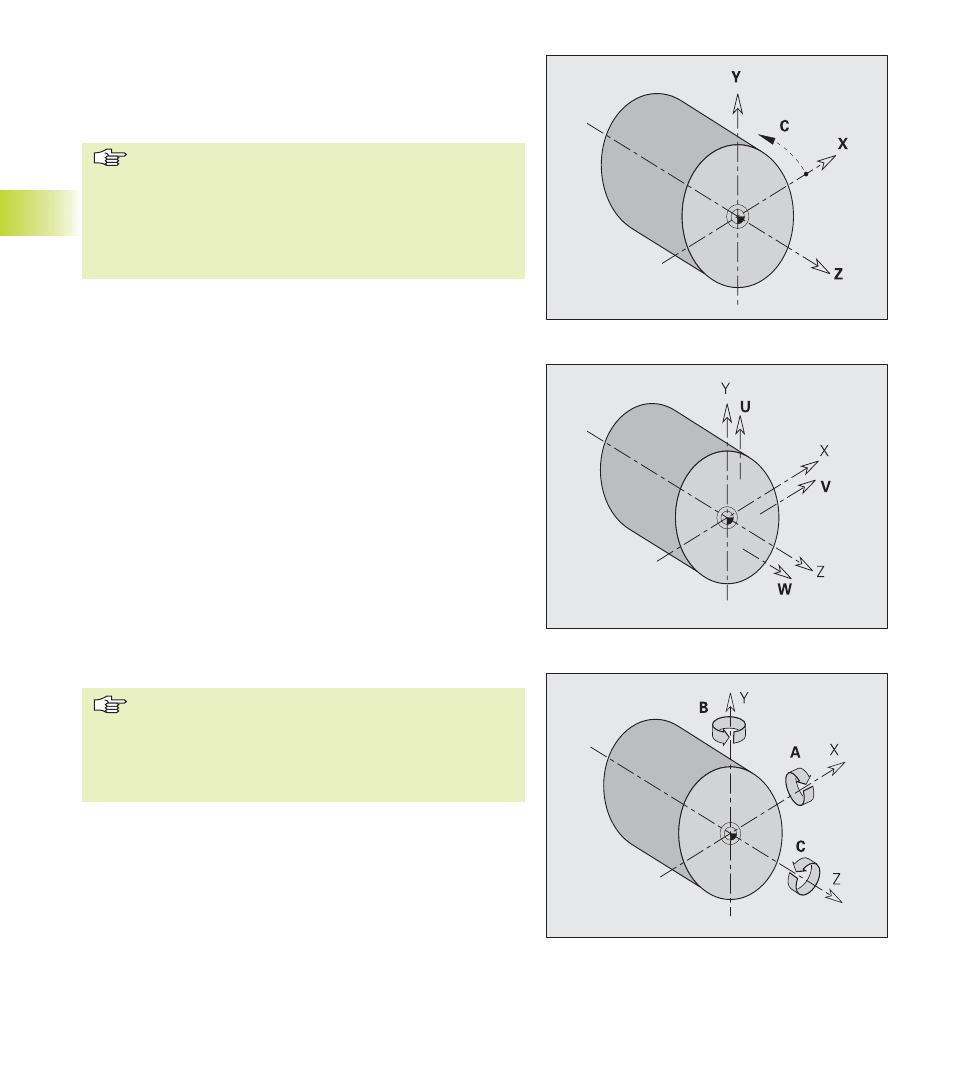
Hauptachsen
Lineare Zusatzachsen
Rundachsen als Zusatzachsen
4.1.3
Linear- und Rundachsen
Hauptachsen: Koordinatenangaben der X-, Y- und Z-Achse beziehen
sich auf den Werkstück-Nullpunkt. Abweichungen von dieser Regel
werden erwähnt.
Bei negativen X-Koordinaten ist zu beachten:
■
nicht erlaubt bei Konturbeschreibungen
■
nicht erlaubt für Zyklen der Drehbearbeitung
■
die Konturnachführung wird ausgesetzt
■
der Drehsinn bei Kreisbögen (G2/G3, G12/G13) muss
manuell angepasst werden
■
die Lage bei der Schneidenradiuskompensation (G41/
G42) muss manuell angepasst werden
C-Achse: Winkelangaben beziehen sich auf den „Nullpunkt der C-
Achse“. (Voraussetzung: die C-Achse ist als Hauptachse konfiguriert.)
Bei C-Achs-Konturen und C-Achs-Bearbeitungen gilt:
■
Koordinatenangaben auf der Stirn-/Rückseite erfolgen in kartesi-
schen Koordinaten (XK, YK), oder in Polarkoordinaten (X, C)
■
Koordinatenangaben auf der Mantelfläche erfolgen in Polarkoor-
dinaten (Z, C). Statt „C“ kann das „Streckenmaß CY“ („Mantelab-
wicklung“ an dem Referenzdurchmesser) verwendet werden.
Zusatzachsen (Hilfsachsen): Der CNC PILOT unterstützt zusätzlich
zu den Hauptachsen
■
U: Linearachse in X-Richtung
■
V:
Linearachse in Y-Richtung
■
W: Linearachse in Z-Richtung
■
A:
Rundachse, rotiert um X
■
B:
Rundachse, rotiert um Y
■
C:
Rundachse, rotiert um Z
Die Zusatzachsen werden nur im Bearbeitungsteil in den Funktio-
nen G0..G3, G12, G13, G30, G62 und G701 programmiert. Eine
Kreisinterpolation ist nur in den Hauptachsen möglich.
Rundachsen (als Zusatzachsen) werden in dem Bearbeitungsteil mit
G15 programmiert.
■
Der DIN-Editor berücksichtigt nur Adressbuchstaben
der konfigurierten Achsen.
■
Das Verhalten der Rundachse C ist davon abhängig, ob
sie als Haupt- oder Zusatzachse konfiguriert ist. Die „C-
Achs-Funktionen“ G100..G113 gelten für die „Haupt-
achse C“.
4.1 Die DIN- Pr
ogr
ammier
ung