8 gewindezyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 154
4 DIN PLUS
142
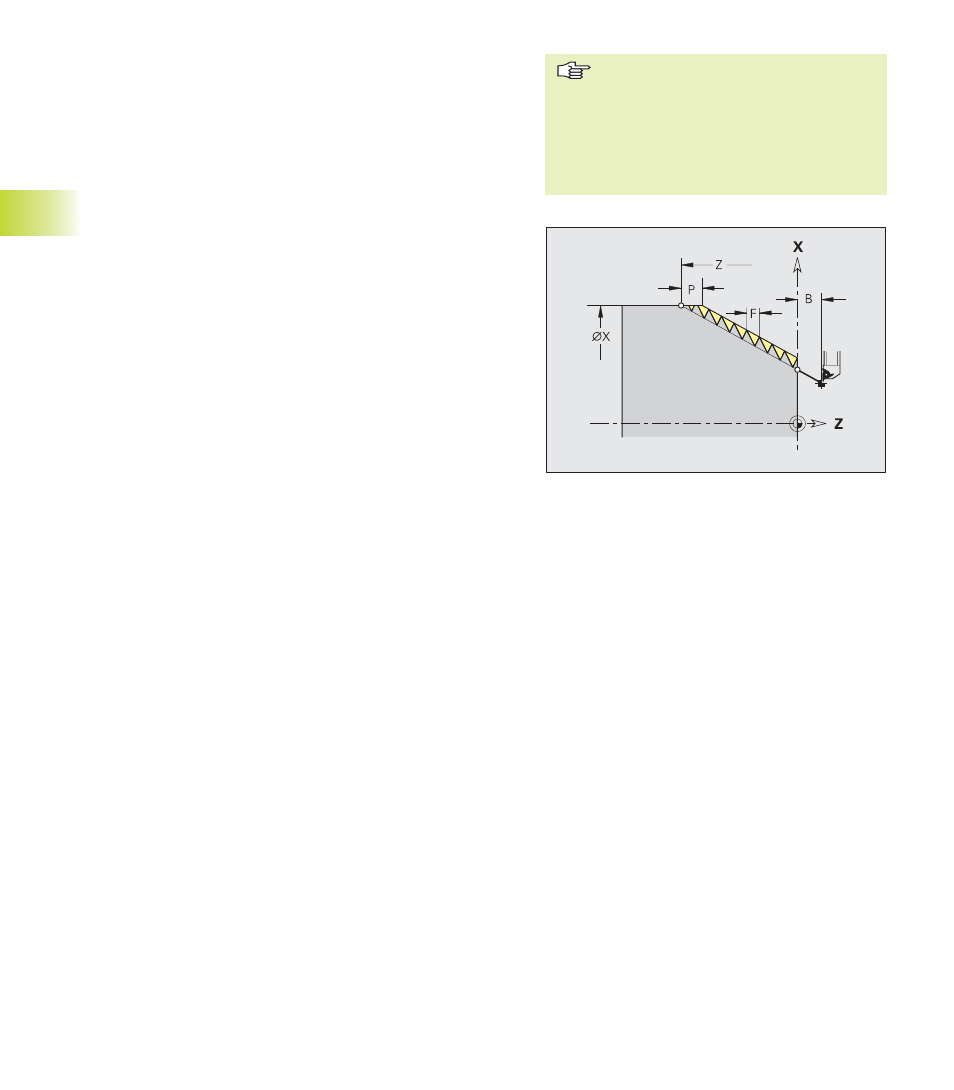
Gewinde Einzelweg G33
G33 erstellt Gewinde in beliebiger Richtung und Lage (Längs-, Ke-
gel- oder Plangewinde; Innen- oder Außengewinde). G33 führt ei-
nen einzelnen Gewindeschnitt durch, der an der Werkzeugposition
beginnt und bei „X, Z“ endet. (Spindel und Vorschubantrieb werden
bei dem Gewindeschnitt synchronisiert.)
Parameter
X, Z: Durchmesser, Länge Endpunkt Gewindeschnitt (X Durch-
messermaß)
F:
Vorschub pro Umdrehung (Gewindesteigung)
B, P: Anlauflänge, Überlauflänge – default: 0 (siehe „
4.8 Gewinde-
zyklen“)
C:
Startwinkel (Gewindeanfang liegt definiert zu nicht-rotations-
symetrischen Konturelementen) – default: 0
Q:
Nummer der Spindel
H:
Bezugsrichtung für Gewindesteigung – default: 0
■
H=0: Vorschub auf Z-Achse (für Längs- und Kegelgewinde
bis maximal +45°/–45° zur Z-Achse
■
H=1: Vorschub auf X-Achse (für Plan- und Kegelgewinde bis
maximal +45°/–45° zur X-Achse
■
H=2: Vorschub auf Y-Achse
■
H=3: Bahnvorschub
E:
variable Steigung – default: 0
■
E=0: konstante Steigung
■
E>0: vergrößert die Steigung pro Umdrehung um E
■
E<0: verkleinert die Steigung pro Umdrehung um E
■
„Vorschub-Stop“ wirkt am Ende eines
Gewindeschnitts.
■
Vorschuboverride ist nicht wirksam.
■
Bei ausgeschalteter Vorsteuerung
Spindeloverride nicht benutzen !
■
Gewinde mit G95 (Vorschub pro Um-
drehung) erstellen.
4.8 Gewindezyklen