7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 144
4 DIN PLUS
132
G890 Q4 – Restschlichten
4.7 Dr
ehzyklen
Schlichten Kontur G890
G890 schlichtet den durch „NS, NE" beschriebenen Konturbereich
inclusive Fasen/Verrundungen konturparallel in einem Schlicht-
schnitt. Freistiche werden bearbeitet, wenn es die Werkzeuggeo-
metrie zulässt.
Der CNC PILOT erkennt anhand der Werkzeugdefinition, ob eine
Außen- oder Innenbearbeitung vorliegt.
Mit „NS – NE“ legen Sie die Bearbeitungsrichtung fest. Wenn die
zu bearbeitende Kontur aus einem Element besteht, gilt:
■
Bearbeitung in Kontur-Definitionsrichtung, wenn Sie ausschließ-
lich NS programmieren
■
Bearbeitung entgegen der Kontur-Definitionsrichtung, wenn Sie
NS und NE programmieren
Das Restschlichten aktivieren Sie mit „Q=4“ (Beispiel: Auskam-
mern mit Schlichtwerkzeugen entgegengesetzter Bearbeitungs-
richtung). Der CNC PILOT kennt die bereits bearbeiteten Bereiche
und spart sie aus. Bei „Q=4“ können Sie die Anfahrart nicht beein-
flussen – der Schlichtzyklus generiert den Anfahrweg.
Bei kleinen Fasen/Verrundungen gilt:
■
Rauhtiefe oder Vorschub (mit G95-Geo) sind nicht program-
miert: Der CNC PILOT führt eine automatische Vorschubreduzie-
rung durch. Die Fase/Verrundung wird mit mindestens 3 Umdre-
hungen bearbeitet.
■
Rauhtiefe oder Vorschub (mit G95-Geo) sind programmiert: kei-
ne automatische Vorschubreduzierung
Bei Fasen/Verrundungen, die aufgrund der Größe mit mindestens 3
Umdrehungen bearbeitet werden, findet keine automatische Vor-
schubreduzierung statt.
Parameter
NS:
Anfang--Satznummer (Beginn des Konturabschnitt)
NE:
Ende-Satznummer (Ende des Konturabschnitt)
E:
Eintauchverhalten
■
E=0: fallende Konturen nicht bearbeiten
■
E>0: Eintauchvorschub
■
keine Eingabe: Vorschubreduzierung abhängig vom Ein-
tauchwinkel – maximal 50%
V:
Kennung Anfang/Ende – default: 0
Eine Fase/Verrundung wird bearbeitet:
■
V=0: am Anfang und am Ende
■
V=1: am Anfang
■
V=2: am Ende
■
V=3: keine Bearbeitung
■
V=4: Fase/Verrundung wird bearbeitet – nicht das Grundele-
ment (Voraussetzung: Konturabschnitt mit einem Element)
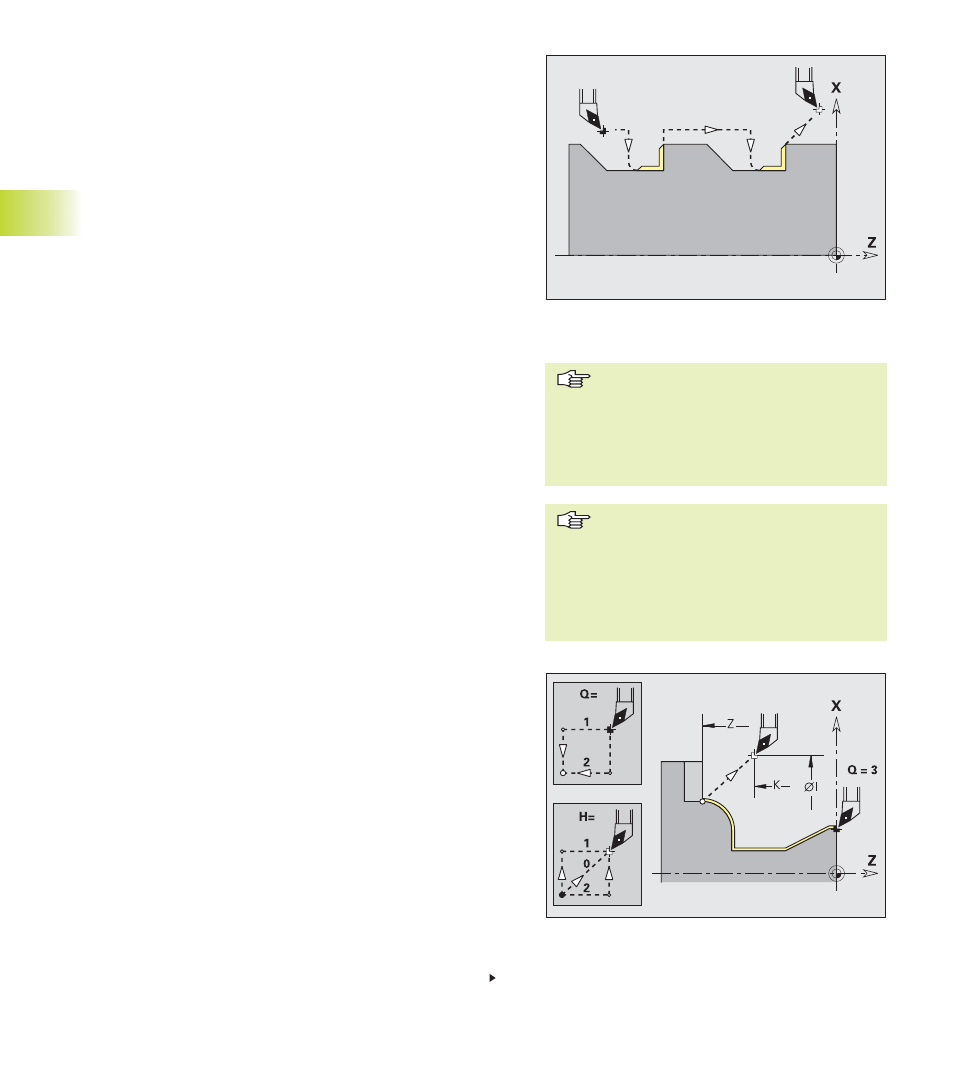
Q:
Anfahrart – default: 0
■
Q=0: automatische Wahl – der CNC PILOT prüft:
– diagonales Anfahren
– erst X-, dann Z-Richtung
Fortsetzung nächste Seite
Beim Restschlichten (G890 – Q4) prüft
der CNC PILOT, ob das Werkzeug kollisi-
onsfrei in das Konturtal einfahren kann.
Maßgebend für diese Kollisionskontrolle
ist der Werkzeugparameter „Breite dn“
(siehe „
8.1.2 Hinweise zu Werkzeugda-
ten“).
G57-Aufmaße: „vergrößern“ die Kontur
(auch Innenkonturen)
G58-Aufmaß:
■
>0: „vergrößert“ die Kontur
■
<0: „verkleinert“ die Kontur
G57-/G58-Aufmaße werden nach
Zyklusende gelöscht