9 bohrzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 157
HEIDENHAIN CNC PILOT 4290
145
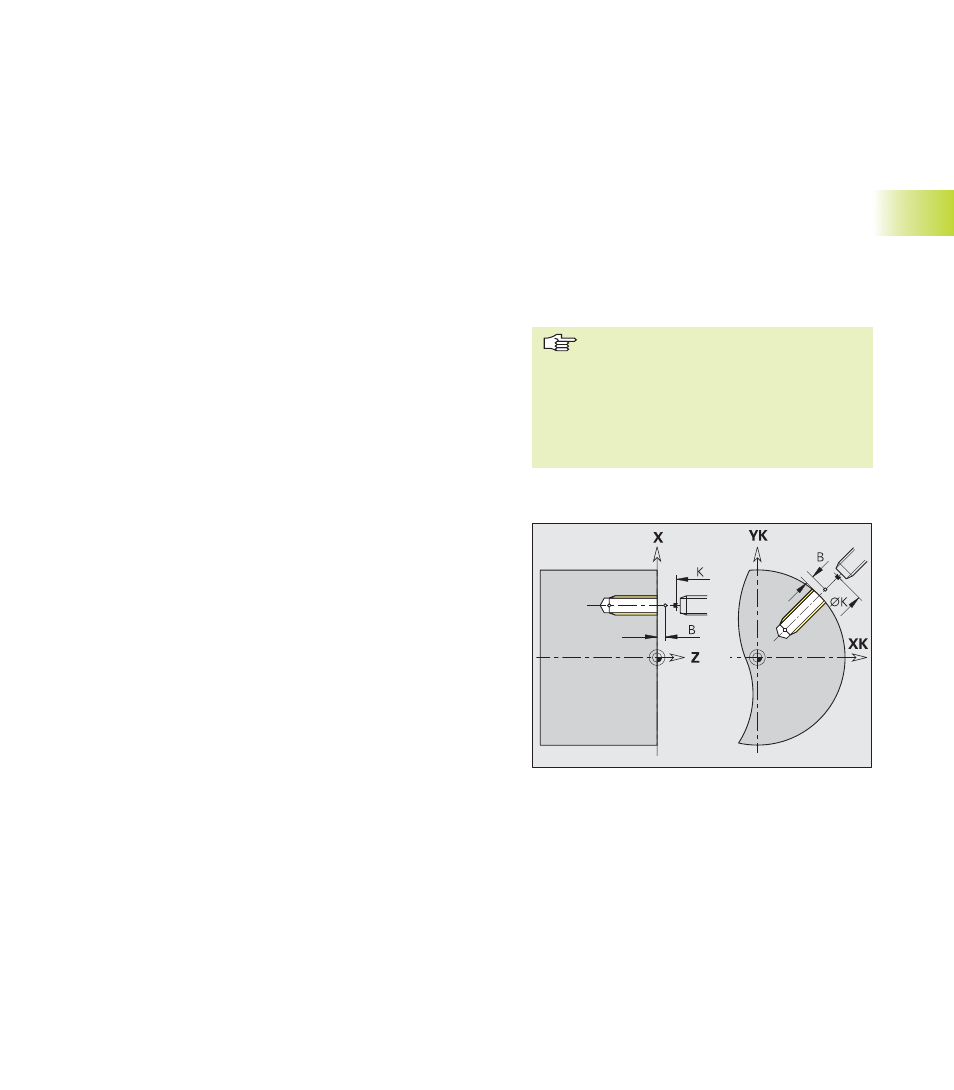
Gewindebohren G73
G73 schneidet axiale/radiale Gewinde mit feststehenden oder an-
getriebenen Werkzeugen.
G73 wird eingesetzt für Bohrungen mit Konturbeschreibung (Einzel-
bohrung oder Lochmuster) der Programmabschnitte:
■
STIRN
■
RUECKSEITE
■
MANTEL
Der „Startpunkt“ wird aus dem Sicherheitsabstand und der „Anlauf-
länge B“ ermittelt.
Bedeutung „Ausziehlänge J“: Verwenden Sie diesen Parameter
bei Spannzangen mit Längenausgleich. Der Zyklus berechnet auf
Basis der Gewindetiefe, der programmierten Steigung und der
„Ausziehlänge“ eine neue Nenn-Steigung. Die Nenn-Steigung ist
etwas kleiner als die Steigung des Gewindebohrers. Bei der Erstel-
lung des Gewindes wird der Bohrer um die „Ausziehlänge“ aus
dem Spannfutter herausgezogen. Mit diesem Verfahren erreichen
Sie bessere Standzeiten bei Gewindebohrern.
Parameter
NS:
Satznummer Kontur der Bohrung (G49-, G300- oder G310-
Geo)
B:
Anlauflänge – default: Bearbeitungs-Parameter 7 „Gewindean-
lauflänge [GAL]"
S:
Rückzugdrehzahl – default: Drehzahl des Gewindebohrens
K:
Rückzugsebene (radiale Bohrungen, Bohrungen YZ-Ebene:
Durchmessermaß) – default: zur Startposition bzw. auf Sicher-
heitsabstand
J:
Ausziehlänge bei Verwendung von Spannzangen mit Längen-
ausgleich – default: 0
4.9 Bohrzyklen
Zyklusablauf
1 fährt abhängig von „K“ im Eilgang den „Start-
punkt“ an:
■
K nicht programmiert: fährt direkt den „Start-
punkt“ an
■
K programmiert: fährt auf die Position „K“; dann
auf den „Startpunkt“
2 fährt im Vorschub die „Anlauflänge B“ (Synchroni-
sation von Spindel und Vorschubantrieb)
3 schneidet das Gewinde
4 fährt mit „Rückzugsdrehzahl S“ abhängig von „K“
zurück:
■
K nicht programmiert: auf den „Startpunkt“
■
K programmiert: auf die Position „K“
■
Lochmuster: „NS" zeigt auf die Kontur
der Bohrung (nicht auf die Muster-
definition).
■
„Zyklus-Stop“ wirkt am Ende eines
Gewindeschnitts.
■
Vorschuboverride ist nicht wirksam.
■
Spindeloverride nicht benutzen !