4 referenzbearbeitung analysieren, 5 arbeiten mit der belastungsüberwachung, Referenzbearbeitung analysieren – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 69: Arbeiten mit der belastungsüberwachung, 7 belastungsüberwachung
HEIDENHAIN CNC PILOT 4290
57
3.7 Belastungsüberwachung
3.7.4
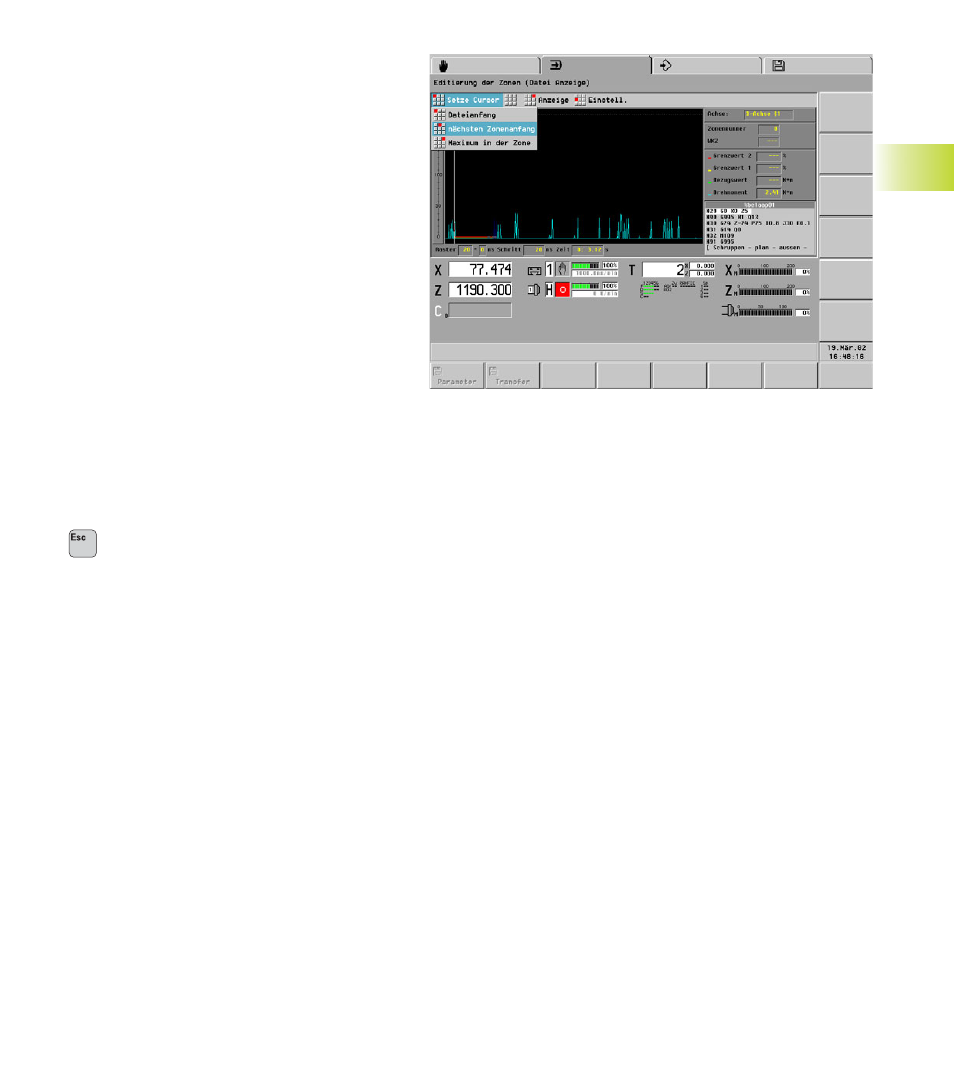
Referenzbearbeitung analysieren
Das Drehmoment und die Grenzwerte des ange-
wählten Aggregats werden „über die Zeit“ ange-
zeigt. Grenzwerte „grau“: nicht überwachter Be-
reich (Ausblenden von Eilgangwegen).
Zusätzlich zeigt der CNC PILOT die Werte der Cur-
sor-Position an.
Anwahl: Schaltfläche „Datei“ (Dialogbox „Belas-
tungsparameter anzeigen und einstellen“)
Untermenü „Analyzer (Datei-Anzeige)“:
■
Menügruppe „Setze Cursor“ – positionieren Sie
den Cursor mit „Pfeil links/rechts“ oder auf:
■
Dateianfang
■
nächster Zonenanfang
■
Maximum in der Zone
■
Menüpunkt „Anzeige“: Wählen Sie in der Dialog-
box „Datei Anzeige“ das Aggregat aus.
■
Menüpunkt „Einstellungen – Zoom“: Stellen Sie
das „Anzeigeraster“ ein. (Kleine Werte erhöhen
die Genauigkeit der Anzeige und verkleinern die
Schrittweite des Cursors.)
Die Zeile unterhalb der Grafik zeigt das eingestell-
te Raster, das Zeitraster der Messwertaufnahme
und die Cursors-Position (relativ zum Start der
Referenzbearbeitung an. Zeit „0:00.00 sec“ =
Start der Referenzbearbeitung.
zurück zum „Editieren der Überwachungs-
Parameter“
3.7.5
Arbeiten mit der Belastungsüber-
wachung
Sie können die Belastungsüberwachung nutzen,
wenn die Bearbeitung mit einem verbrauchten
Werkzeug ein deutlich höheres Drehmoment erfor-
dert, als mit einem unverbrauchten Werkzeug. Dar-
aus folgt, dass Antriebe überwacht werden sollten,
die einer deutlichen Belastung unterliegen – in der
Regel die Hauptspindel.
Zerspanungen mit kleinen Schnitttiefen lassen sich
aufgrund der geringen Drehmomentänderung nur
bedingt überwachen.
Eine Verkleinerung des Drehmoments wird nicht
festgestellt.
Festlegung der Überwachungszonen: Die Drehmoment-Bezugs-
werte orientieren sich an die größten Drehmomente der Zone. Dar-
aus folgt, dass geringere Drehmomentwerte nur bedingt über-
wacht werden können.
Plandrehen mit konstanter Schnittgeschwindigkeit: Die Überwa-
chung der Spindel erfolgt solange die Beschleunigung <= 15% des
Mittelwertes aus maximaler Beschleunigung und maximaler Brems-
verzögerung ist (Maschinen-Parameter 811, ...). Da sich die Be-
schleunigung aufgrund der höheren Drehzahl vergrößert, wird in
der Regel nur die Phase nach dem Anschnitt überwacht.
Erfahrungswerte (bei der Bearbeitung von Stahl)
■
beim Längsdrehen sollte die Schnittiefe > 1mm sein
■
beim Einstechen sollte die Schnittiefe > 1mm sein
■
beim Bohren „ins Volle“ sollte der Bohrdurchmesser 6..10 mm
sein