12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 309
HEIDENHAIN CNC PILOT 4290
297
Übergabe-Parameter bei Expertenprogramm mit
anderem Namen
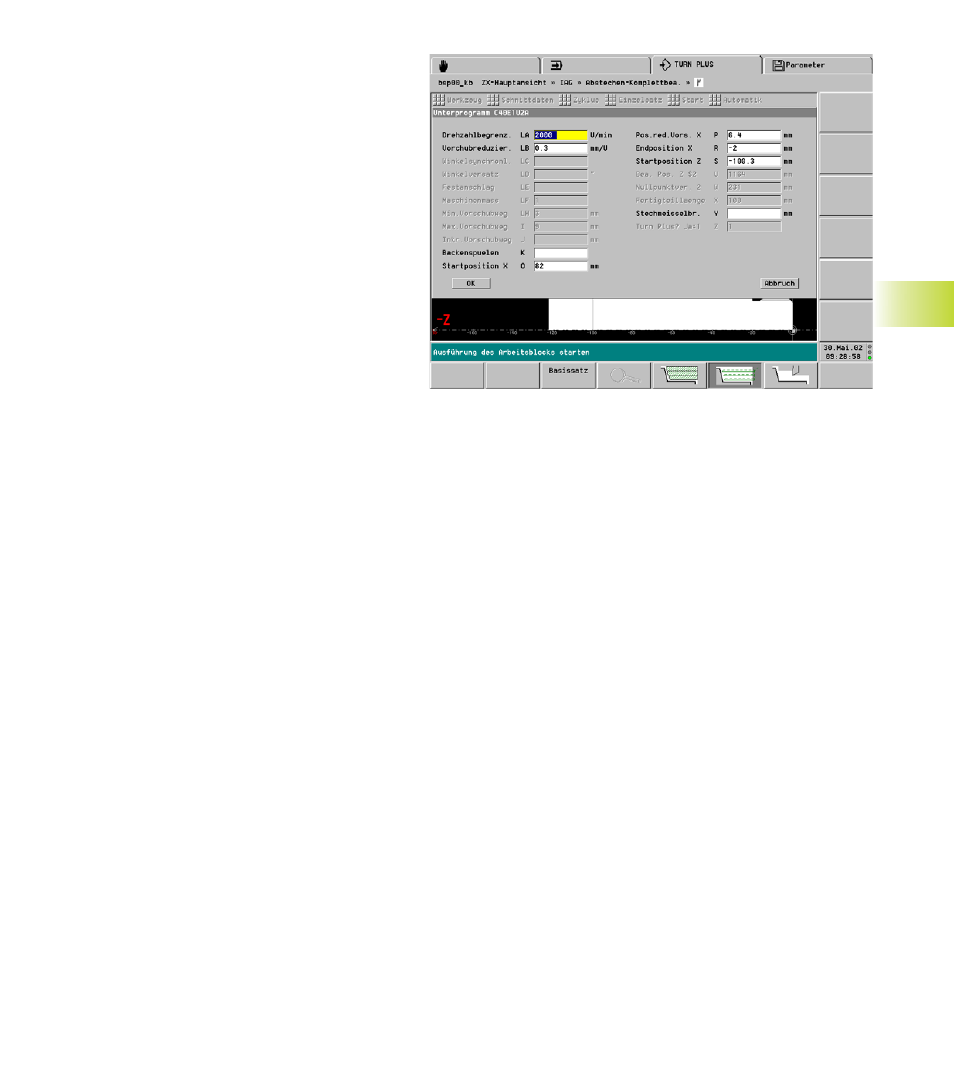
„Abstechen“ (siehe Skizze)
Drehzahlbegrenzung (LA): für den Abstechvorgang
Vorschubreduzierung (LB): Vorschubwert für für den
„letzten Teil“ des Abstechvorgangs
Backenspülung (K): siehe Maschinen-Handbuch
Startposition X (O): für den Abstechvorgang – Vor-
schlagswert: aus der Werkstückbeschrei-
bung
Position reduzierter Vorschub X (P): ab dieser Positi-
on wird mit reduziertem Vorschub gefahren
Endposition X (R): Endposition beim Abstechen
Startposition Z (S): für den Abstechvorgang – Vor-
schlagswert: vertikales Element aus der
„Selektion“
Stechmeißelbreite (Y): Schneidenbreite des
Abstechwerkzeugs
„Werkstückübergabe“ (siehe auch „
6.11 Rüsten –
Umspannen“)
Winkelsynchronlauf (LC):
■
0: Winkelsynchronlauf
■
1: Drehzahlsynchronlauf
Winkelversatz (LD): bei Winkelsynchronlauf
Festanschlag (LE):
■
0: mit Fahren auf Festanschlag
■
1: ohne Fahren auf Festanschlag
Maschinenmaß (LF): Abholposition in Maschinen-
maß n (n: 1..6)
minimaler Vorschubweg (LH): für „Fahren auf Fest-
anschlag“ (siehe Maschinen-Handbuch)
maximaler Vorschubweg (I): für „Fahren auf Festan-
schlag“ (siehe Maschinen-Handbuch)
Inkr. Vorschubweg (J): für „Fahren auf Festanschlag“
(siehe Maschinen-Handbuch)
Bearbeitungs-Position Z $2 (U): Arbeitsposition
Gegenspindel – Vorschlagswert: Nullpunkt-
Offset z.B. aus Maschinen-Parameter 1164
für Z-Achse $1 (siehe Skizze)
Nullpunkt-Verschiebung (W): Verschiebung des NC-
Nullpunktes (Berechnung: Abstand
Referenzpunkt Futter bis Anschlagkante
Spannbacke + Fertigteillänge)
Fertigteillänge (LF): aus der Werkstückbeschreibung
Mit TURN PLUS (Z):
■
1: Arbeiten auf der Gegenspindel vorbe-
reiten (Konvertierungen einschalten, Null-
punkt-Verschiebung, etc.)
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)