4 werkzeugprogrammierung, 2 hin w eise zur pr ogr ammier ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 80
4 DIN PLUS
68
4.2.4 Werkzeugprogrammierung
Die Bezeichnung der Werkzeugplätze wird vom Ma-
schinen-Hersteller festgelegt. Dabei erhält jede
Werkzeugaufnahme eine eindeutige T-Nummer.
Sie programmieren in dem „T-Befehl“ (Abschnitt:
BEARBEITUNG) die Position der Werkzeugaufnah-
me und damit die Schwenkposition des Werkzeug-
trägers. Die Zuordnung der Werkzeuge zur
Schwenkpositionen kennt der CNC PILOT aus dem
Abschnitt REVOLVER bzw. aus der „Werkzeugliste“,
wenn die T-Nummer im Abschnitt REVOLVER nicht
definiert ist.
4.2 Hin
w
eise zur Pr
ogr
ammier
ung
■
Ergänzungen/Änderungen an den Konturen werden
erst bei erneuter Betätigung von GRAFIK berücksichtigt.
■
Voraussetzung für die „Konturanzeige" sind eindeutige
NC-Satznummern !
Fortsetzung nächste Seite
Die Konturnachführung wird auch bei „Hilfskontu-
ren“ durchgeführt.
Voraussetzungen für die Konturnachführung:
■
Rohteilbeschreibung
■
ausreichende Werkzeugbeschreibung (die „ein-
fache Werkzeugdefinition“ reicht nicht aus)
Die Konturnachführung wird nur für Drehkonturen
durchgeführt – nicht für C- oder Y-Achs-Konturen.
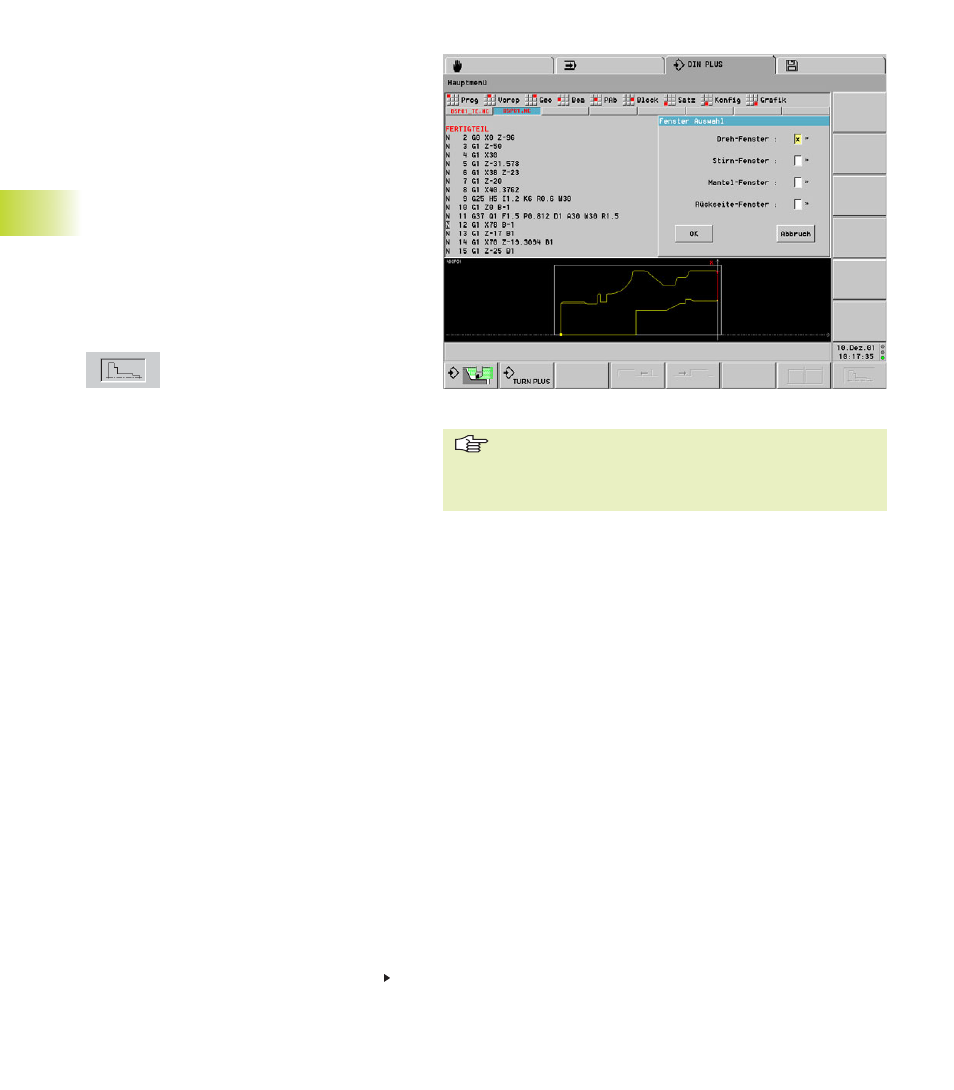
Kontur-Anzeige
Während der Editierung zeigt der CNC PILOT pro-
grammierte Konturen in maximal zwei Grafik-Fen-
stern an.
■
Auswahl der Grafik-Fenster: Hauptmenü „Grafik –
Fenster"
■
Zurück zur Maschinenanzeige: Hauptmenü „Grafik
– Grafik-AUS“
Grafik-Fenster aktivieren oder Kontu-
ren aktualisieren
Hinweise:
■
Der Startpunkt der Drehkontur wird mit einem
„kleinen Kästchen" gekennzeichnet.
■
Steht der Cursor auf einem Satz des „Roh- oder
Fertigteils", wird das zugehörige Konturelement
rot gekennzeichnet und die Beschreibungsrich-
tung angezeigt.
■
Bei der Programmierung der Bearbeitungszyklen
können Sie die angezeigte Kontur zur Ermittlung
der Satzreferenzen nutzen.
■
Bei der Darstellung von Mantelflächen-Konturen
geht der CNC PILOT von dem Grund des Musters
aus (Referenzdurchmesser bei MANTEL).