7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 147
HEIDENHAIN CNC PILOT 4290
135
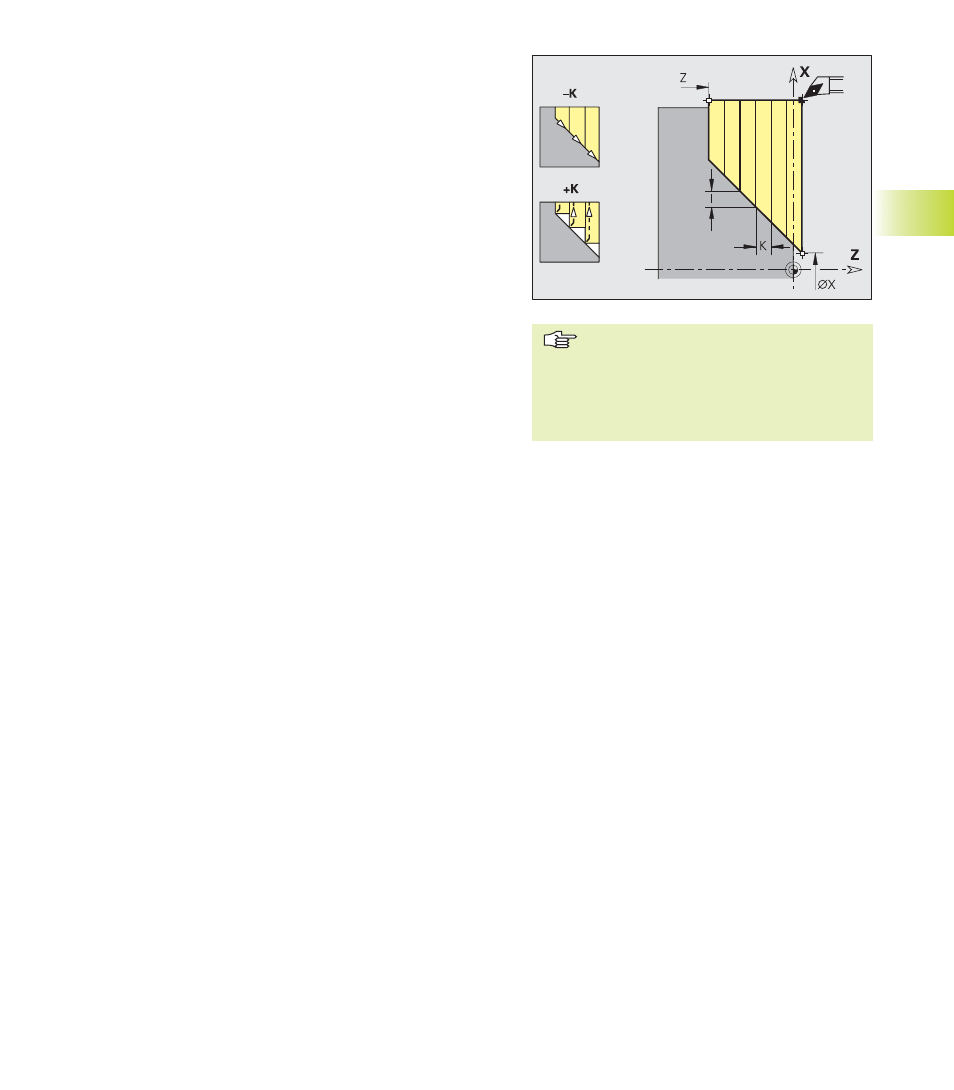
Plandrehen einfach G82
G82 zerspant (schruppt) den durch die aktuelle Werkzeugposition
und „X, Z“ beschriebenen Konturbereich. Bei einer Schräge definie-
ren Sie mit I und K den Winkel.
Der CNC PILOT erkennt eine Außen-/Innenbearbeitung anhand der
Lage des Zielpunktes.
Die Schnittaufteilung wird so berechnet, dass ein „Schleifschnitt“
vermieden wird und die errechnete Zustellung <= „maximale Zu-
stellung K“ ist.
Aufmaße:
■
G57-Aufmaße
■
werden vorzeichenrichtig verrechnet (daher sind Aufmaße bei
Innenbearbeitungen nicht möglich)
■
bleiben nach Zyklusende wirksam
■
G58-Aufmaße: werden nicht verrechnet
Zyklusablauf
1 errechnet die Schnittaufteilung (Zustellung)
2 stellt vom Startpunkt aus achsparallel für den ersten Schnitt zu
3 fährt im Vorschub bis zum X-Zielpunkt
4 abhängig vom „Vorzeichen K“:
■
K<0: spant entlang der Kontur
■
K>0: hebt in 45° um 1 mm ab
5 fährt im Eilgang zurück und stellt für den nächsten Schnitt zu
6 wiederholt 3...5, bis „Zielpunkt Z“ erreicht ist
7 fährt auf:
■
X – Zyklusstartpunkt
■
Z – letzte Abhebekoordinate
Parameter
X/Z: Zielpunkt Kontur (X Durchmessermaß)
I:
Versatz in X-Richtung – default: 0
K:
maximale Zustellung
■
K<0: mit Abziehen der Kontur
■
K>0: ohne Abziehen der Kontur
Q:
G-Fkt. Zustellung – default: 0
■
0: Zustellung mit G0 (Eilgang)
■
1: Zustellung mit G1 (Vorschub)
■
Programmierung X, Z: absolut, inkre-
mental oder selbsthaltend
■
Schneidenradiuskorrektur: wird nicht
durchgeführt
■
Sicherheitsabstand nach jedem
Schnitt: 1mm.
4.7 Dr
ehzyklen