12 sonderfunktionen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 175
HEIDENHAIN CNC PILOT 4290
163
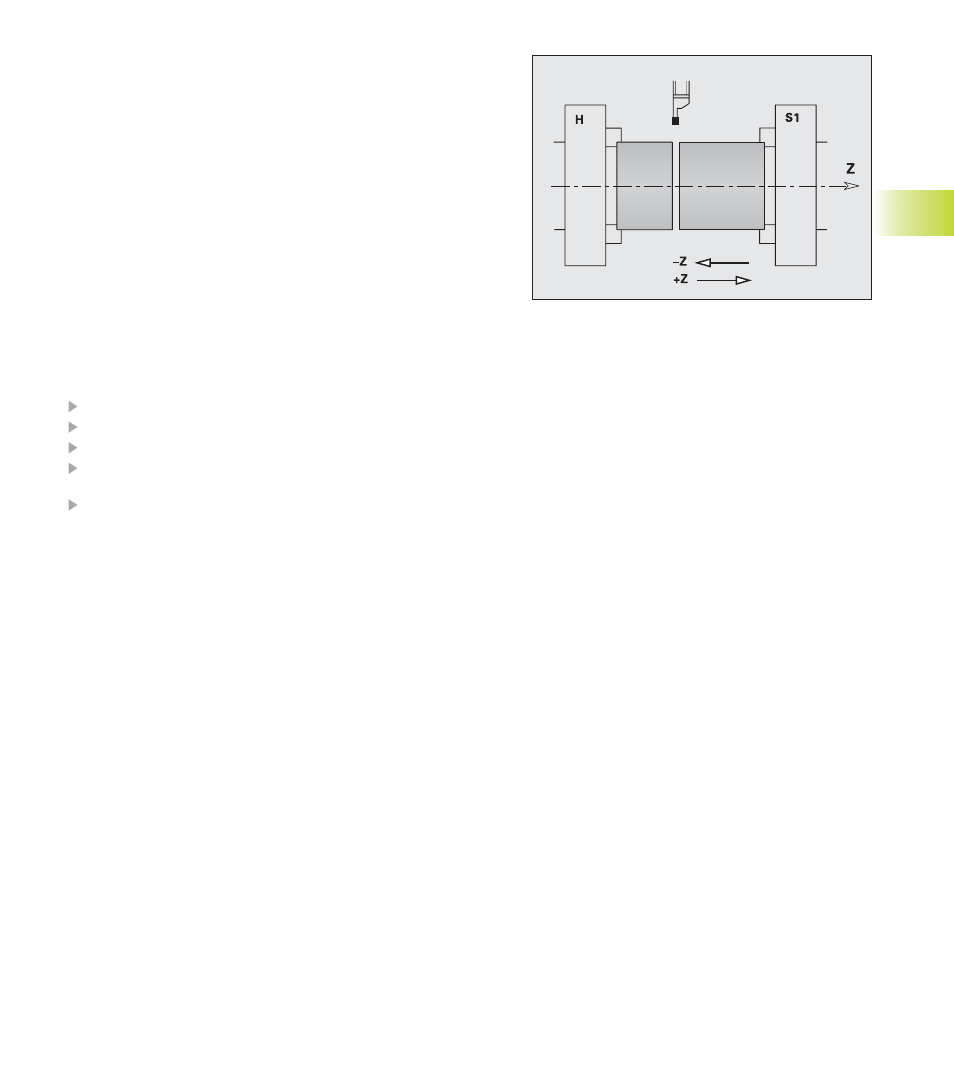
Abstechkontrolle mittels Schleppfehlerüberwa-
chung G917
Die Abstechkontrolle dient der Vermeidung von Kollisionen bei
nicht vollständig ausgeführten Abstechvorgängen. G917 „über-
wacht“ den Verfahrweg.
Anwendung
■
Abstechkontrolle
Sie fahren das abgestochene Werkstück in Richtung „+Z“. Wenn
ein Schleppfehler auftritt, gilt das Werkstück als nicht abgesto-
chen.
■
Prüfung „butzenfreies Abstechen“
Sie fahren das abgestochene Werkstück in Richtung „–Z“. Wenn
ein Schleppfehler auftritt, gilt das Werkstück als nicht korrekt ab-
gestochen.
In den Maschinen-Parametern 1115, 1165, .. legen Sie fest:
■
Schleppfehlergrenze
■
Vorschub des „überwachten Verfahrwegs“
Programmierung der Abstechkontrolle:
Werkstück abstechen
mit G917 die „Überwachung des Verfahrwegs“ einschalten
mit G1 das abgestochene Werkstück verfahren
Der CNC PILOT prüft den „Schleppfehler“ und schreibt das Ergeb-
nis in die Variable V300
Variable V300 auswerten
Erfahrungswerte
G917 liefert unter folgenden Voraussetzugen zufriedenstellende Er-
gebnisse:
■
bei rauhen Spannbacken bis zu 3000 Umdrehungen pro Minute
■
bei glatten Spannbacken bis zu 2000 Umdrehungen pro Minute
■
Spanndruck > 10 bar
Programmier-Hinweise:
■
G917 und G1 in einem Satz programmieren
■
G1 .. wie folgt programmieren:
■
bei „Abstechkontrolle“: Weg >0,5 mm (um ein Kontrollergebnis
zu ermöglichen)
■
bei Prüfung auf „butzenfreies Abstechen“: Weg < Breite des
Abstechwerkzeugs
■
Ergebnis in Variable V300
■
0: Werkstück wurde nicht korrekt / nicht butzenfrei abgestochen
(Schleppfehler erkannt)
■
1: Werkstück wurde korrekt/butzenfrei abgestochen (kein
Schleppfehler erkannt)
■
G917 erzeugt einen „Interpreterstop“
4.12 Sonderfunktionen