1 1 rüst e n – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 292
6 TURN PLUS
280
■
Sichern Sie den Arbeitsplan etc. zur Be-
arbeitung der ersten Aufspannung, bevor
Sie „Umspannen“. TURN PLUS löscht bei
dem „Umspannen“ den bisher generier-
ten Arbeitplan und die eingesetzten Be-
triebsmittel.
■
Umspannen ersetzt nicht das Spannen.
6.1
1 Rüst
e
n
Fortsetzung nächste Seite
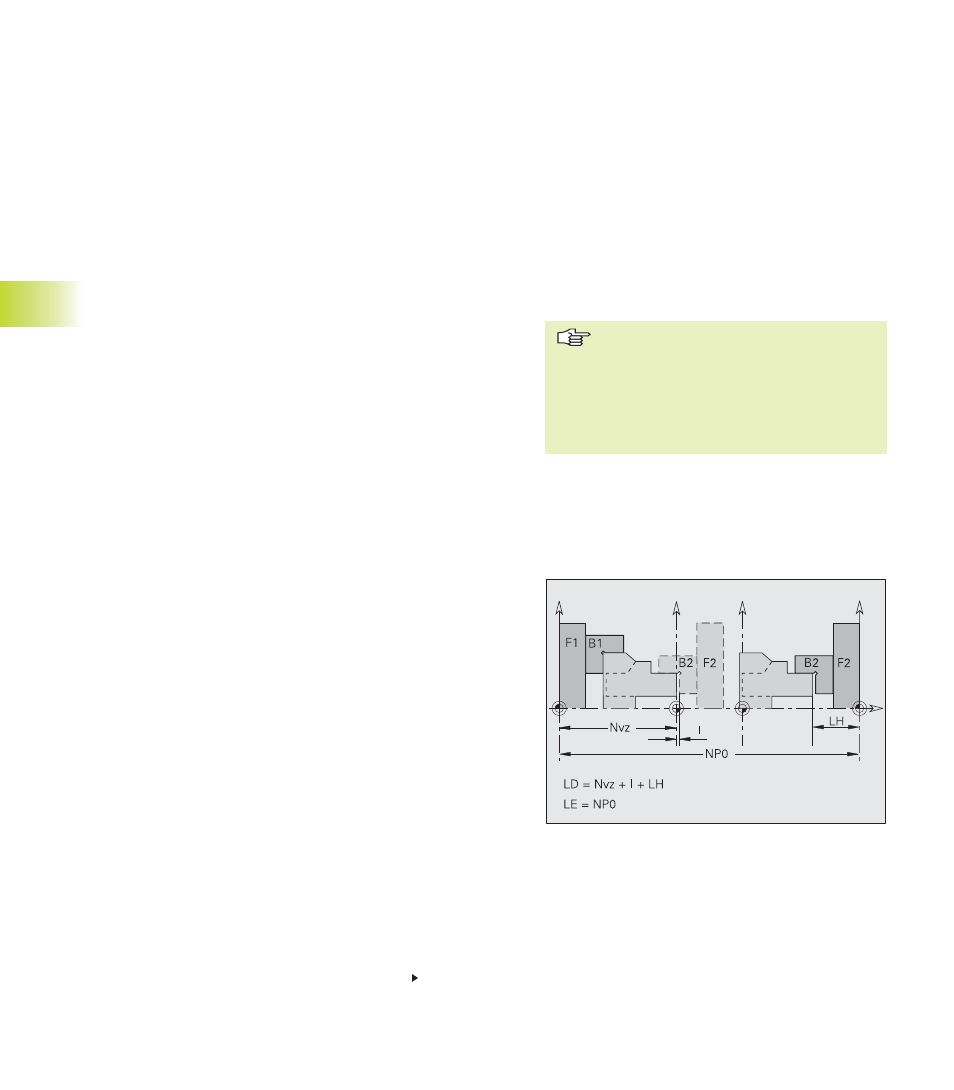
■
F1/B1, F2/B2: Futter/Spannbacke Haupt- und
Gegenspindel
■
Nvz: Nullpunkt-Verschiebung (G59, ...)
■
I: Sicherheitsabstand auf Rohteil (Bearbeitungs-
Parameter 2)
■
NP0: Nullpunkt-Offset (z.B. Maschinen-Parame-
ter 1164 für Z-Achse $1)
Schnittbegrenzung festlegen
Menüpunkt: „Einspannen – Schnittbegrenzung“
TURN PLUS ermittelt die „Schnittbegrenzung für AAG“ für die Au-
ßen- und Innenkontur bei „Spannen – Spindelseite“. Sie können die
Werte ändern/ergänzen.
Die Schnittbegrenzung wir als „roter Strich“ dargestellt.
Spannplan löschen
Menüpunkt: „Spannen – Spannplan löschen“
löscht alle Daten zur Werkstückaufspannung und eingetragene
Schnittbegrenzungen.
Umspannen
Umspannen – Standardbearbeitung
Verwenden Sie „Umspannen – Standardbearbeitung“ bei der
Vorder- und Rückseitenbearbeitung mit getrennten NC-Program-
men.
TURN PLUS
■
„klappt“ das Werkstück (Roh- und Fertigteil) um und verschiebt
den Nullpunkt um „Nvz“
■
dreht Mantelflächenkonturen oder Konturen der YZ-Ebene um
„Wvc“
■
löscht die Spannmittel der ersten Aufspannung.
Parameter „Werkstück umspannen“
Nvz:
Nullpunktverschiebung (Vorschlagswert: Länge der
Fertigteilkontur)
Wvc:
Winkelverschiebung
Umspannen – Komplettbearbeitung 1. Aufspannung nach 2.
Aufspannung
leitet die Bearbeitung der zweiten Aufspannung ein.
Definieren Sie zuerst die Spannmittel. Danach aktiviert TURN PLUS
ein Expertenprogramm (aus Bearbeitungs-Parameter 21) zur Werk-
stückübergabe. Welches Expertenprogramm verwendet wird, ist
vom Eintrag „1. Aufspannung Spindel .. – 2. Aufspannung Spindel ..“
im Programmkopf abhängig:
■
gleiche Spindel (manuelles Umspannen): Eintrag von „UP-UM-
HAND“
■
unterschiedliche Spindeln (Übergabe des Werkstück an die Ge-
genspindel): Eintrag von „UP-UMKOMPL“
Expertenprogramme werden vom Maschinen-Hersteller zur Verfü-
gung gestellt. Deshalb kann es Abweichungen bei den im folgen-
den beschriebenen Parametern geben. Vergewissern Sie sich an-
hand des Expertenprogramms, bzw. des Maschinen-Handbuchs
über die Bedeutung der Parameter und über den Ablauf des
Expertenprogramms.