2 stirn-/ rückseitenbearbeitung, 2 stirn-/rückseitenbearbeitung, 1 0 c-a c hs-bearbeit ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 161
HEIDENHAIN CNC PILOT 4290
149
Kreisbogen Stirn-/Rückseite G102/G103
Das Werkzeug verfährt zirkular im Vorschub zum „Endpunkt".
Drehrichtung: siehe Hilfebild
Durch Programmierung von „H=2 oder H=3“ können Sie lineare
Nuten mit kreisförmigem Grund erstellen. Sie definieren den Kreis-
mittelpunkt bei
■
H=2: mit I und K
■
H=3: mit J und K
Kreisbogen G102
4.10.2 Stirn-/Rückseitenbearbeitung
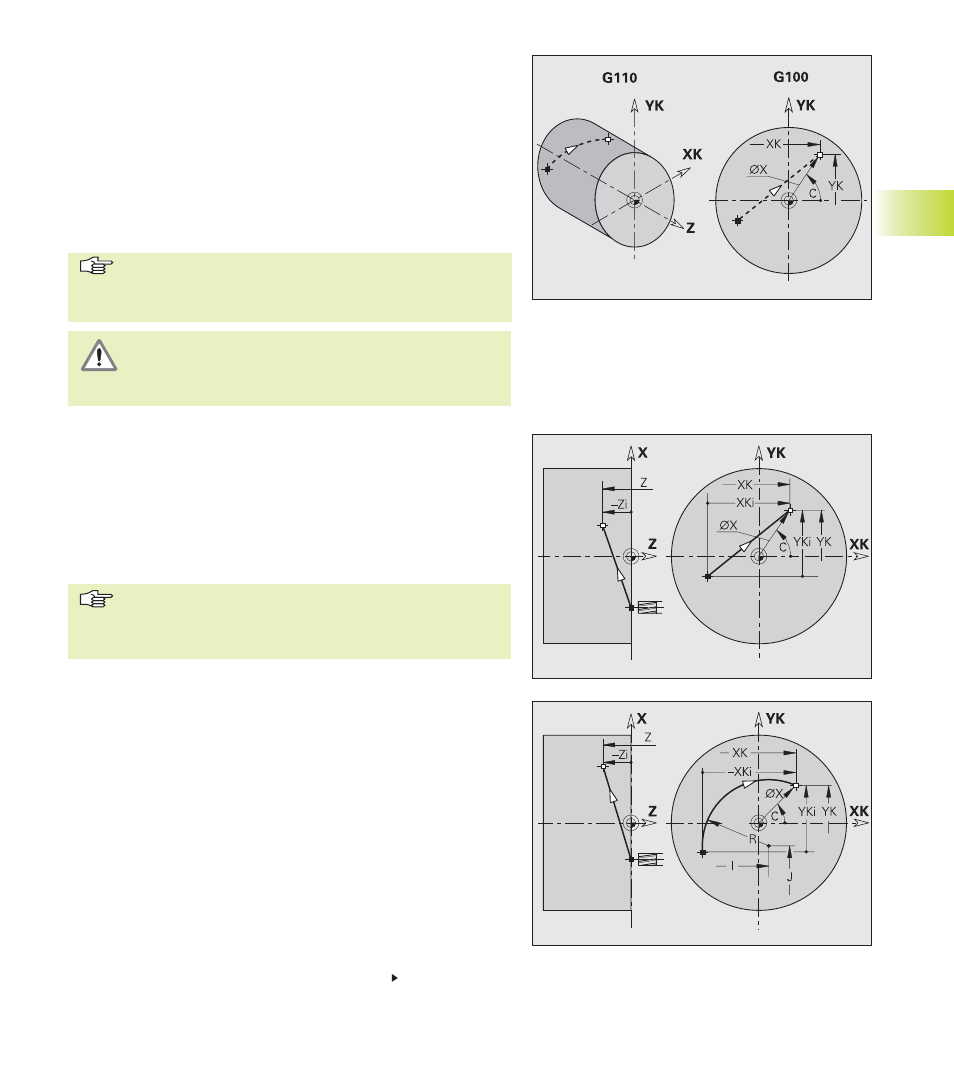
Eilgang Stirn-/Rückseite G100
Das Werkzeug verfährt im Eilgang auf kürzestem Weg zum „End-
punkt".
Parameter
X:
Durchmesser des Endpunktes
C:
Winkelmaß des Endpunktes
XK,YK: Endpunkt in kartesischen Koordinaten
Z:
Endpunkt – default: aktuelle Z-Position
Programmierung
■
X, C, XK, YK, Z: absolut, inkremental oder selbsthal-
tend
■
entweder X–C oder XK–YK programmieren
Achtung Kollisionsgefahr !
Bei G100 führt das Werkzeug eine geradlinige Bewe-
gung durch. Zur Positionierung des Werkstücks auf ei-
nen bestimmten Winkel können Sie G110 benutzen.
Linear Stirn-/Rückseite G101
Das Werkzeug verfährt linear im Vorschub zum „Endpunkt".
Parameter
X:
Durchmesser des Endpunktes
C:
Winkelmaß des Endpunktes
XK,YK: Endpunkt in kartesischen Koordinaten
Z:
Endtiefe – default: aktuelle Z-Position
Programmierung
■
X, C, XK, YK, Z: absolut, inkremental oder selbsthal-
tend
■
entweder X–C oder XK–YK programmieren
4.1
0 C-A
c
hs-Bearbeit
ung
Fortsetzung nächste Seite