15 variablenprogrammierung, 1 #-variablen, 15 v a riablenpr ogr ammier ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 188
4 DIN PLUS
176
4.15 V
a
riablenpr
ogr
ammier
ung
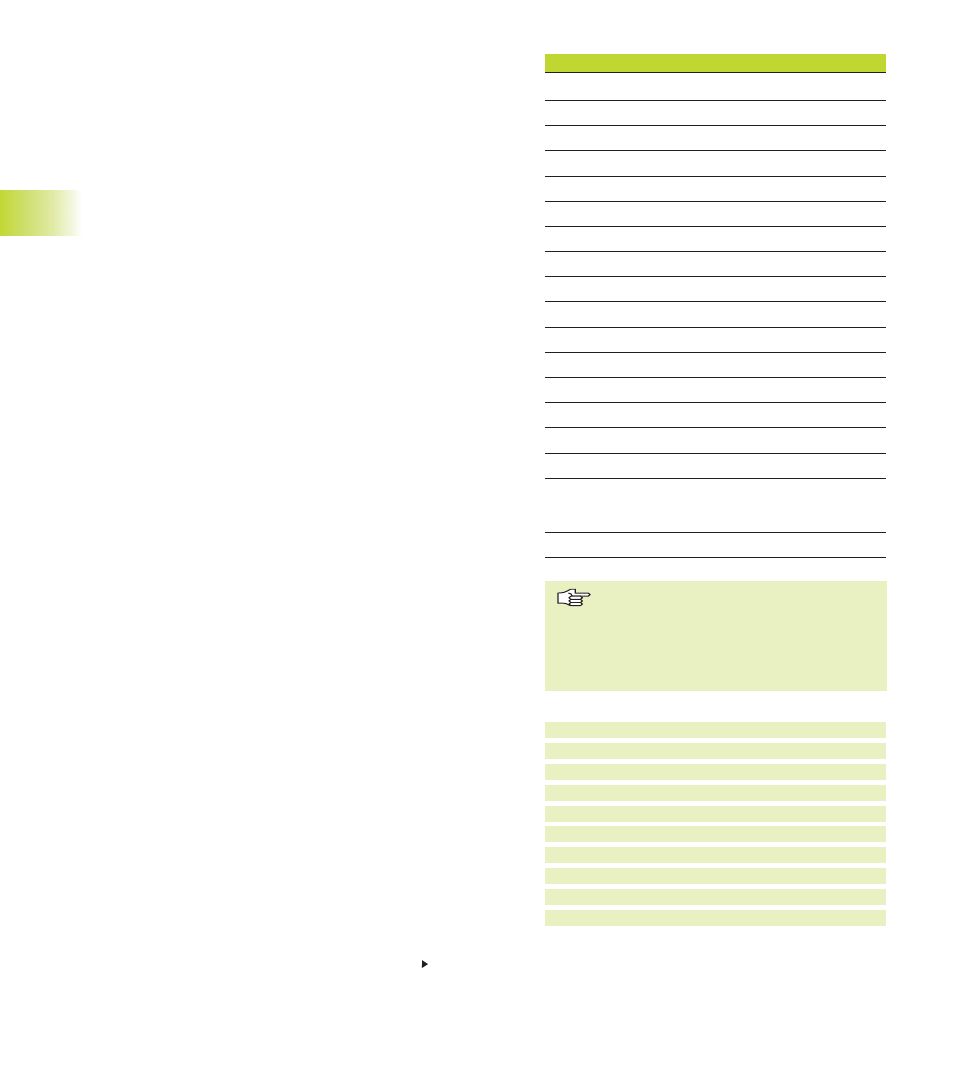
Syntax
mathematische Funktion
+
Addition
–
Subtraktion
*
Multiplikation
/
Division
SQRT(...)
Quadratwurzel
ABS(...)
absoluter Betrag
TAN(...)
Tangens (in Grad)
ATAN(...)
Arcus Tangens (in Grad)
SIN(...)
Sinus (in Grad)
ASIN(...)
Arcus Sinus (in Grad)
COS(...)
Cosinus (in Grad)
ACOS(...)
Arcus Cosinus (in Grad)
ROUND(...)
Runden
LOGN(...)
natürlicher Logarithmus
EXP(...)
Exponentialfunktion e
x
INT(...)
Nachkommastellen abschneiden
nur bei #-Variablen:
SQRTA(.., ..) Quadratwurzel aus (a
2
+b
2
)
SQRTS(.., ..) Quadratwurzel aus (a
2
–b
2
)
Beispiele „#-Variable“
. . .
N.. #1=PARA(1,7,3) [liest „Maschinenmaß 1 Z“ in
Variable #1 ]
. . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
4.15 Variablenprogrammierung
Der CNC PILOT übersetzt NC-Programme vor der Programmaus-
führung. Deshalb werden zwei Variablentypen unterschieden:
■
#-Variable – Auswertung während der NC-Programmüberset-
zung
■
V-Variable (oder Ereignisse) – Auswertung während der NC-Pro-
grammausführung
Es gelten die Regeln:
■
„Punkt vor Strich“
■
bis zu 6 Klammerebenen
■
Integer-Variable (nur bei V-Variablen): ganzzahlige Werte von
–32767 .. +32768
■
Real-Variable (bei #- und V-Variable): Fließkommazahlen mit ma-
ximal 10 Vor- und 7 Nachkommastellen
■
die Variablen bleiben „erhalten“, auch wenn die Steuerung zwi-
schenzeitlich ausgeschaltet war
4.15.1 #-Variablen
Der CNC PILOT unterscheidet Gültigkeitsbereiche aufgrund der
Nummernkreise:
■
#0 .. #29: kanalabhängige, globale Variable
Stehen für jeden Schlitten (NC-Kanal) zur Verfügung. Gleiche Vari-
ablennummern auf unterschiedlichen Schlitten beeinflussen sich
nicht.
Globale Variable bleiben nach Programmende erhalten und kön-
nen von dem folgenden NC-Programm ausgewertet werden.
■
#30 .. #45 kanalunabhängige, globale Variable
Stehen einmal innerhalb der Steuerung zur Verfügung. Wenn das
NC-Programm eines Schlittens eine Variable ändert, gilt das für
alle Schlitten. Die Variablen bleiben nach Programmende erhalten
und können von dem folgenden NC-Programm ausgewertet wer-
den.
■
#46 .. #50 reservierte Variablen für Expertenprogramme
dürfen Sie nicht in Ihrem NC-Programm verwenden.
■
#256 .. #285 lokale Variable
gelten innerhalb eines Unterprogramms.
Parameterwerte lesen
Syntax: #1 = PARA(x,y,z)
x = Parametergruppe
■
1: Maschinen-Parameter
■
2: Steuerungs-Parameter
■
3: Einrichte-Parameter
■
4: Bearbeitungs-Parameter
■
5: PLC-Parameter
y = Parameternummer
z = Sub-Parameternummer
Fortsetzung nächste Seite
Programmieren Sie NC-Sätze mit Variab-
lenrechnungen mit der „Schlittenken-
nung $..“, wenn Ihre Drehmaschine
mehreren Schlitten besitzt. Andernfalls
werden die Rechnungen mehrfach aus-
geführt.