4 einrichte-funktionen, 1 werkzeugwechselpunkt setzen, 4 einr ic ht e-f unktionen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 46
3 Betriebsart Maschine
34
3.4
Einrichte-Funktionen
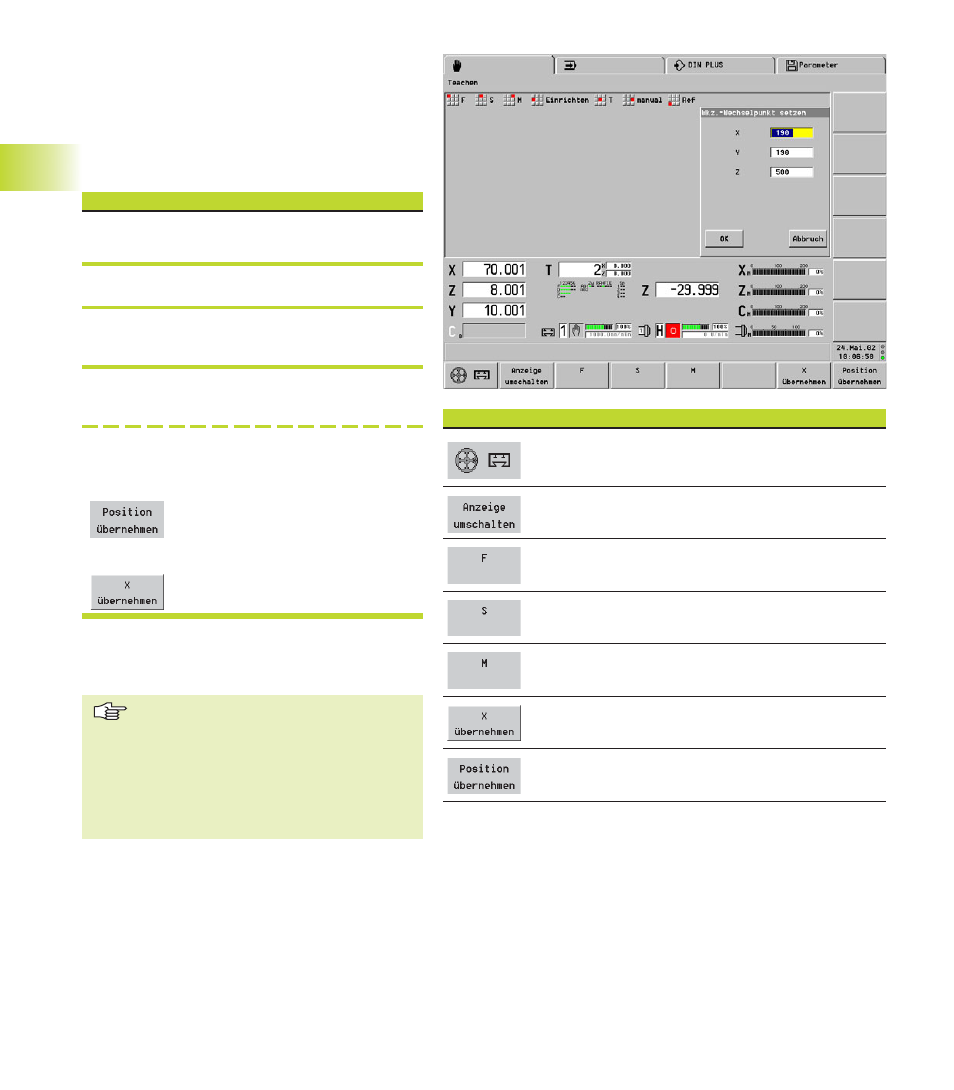
3.4.1 Werkzeugwechselpunkt setzen
Bei dem DIN-Befehl „G14“ verfährt der Schlitten auf
den Werkzeugwechselpunkt. Diese Position sollte
so weit von dem Werkstück entfernt sein, dass der
Revolver auf jede Position schwenken kann.
Werkzeugwechselpunkt setzen
Bei mehreren Schlitten: Schlitten festlegen
(Schlittenwechsel-Taste)
<
„Einrichten – Wkz-Wechselpunkt“ wählen
<
Der CNC PILOT zeigt in der Dialogbox „Wkz-
Wechselpunkt“ die gültige Position an.
<
Werkzeugwechselpunkt eintragen
Neue Position eintragen
Werkzeugwechselpunkt teachen
Schlitten auf den „Werkzeugwechselpunkt“ fah-
ren
übernimmt die Schlittenposition als
Werkzeugwechselpunkt
oder
übernimmt die Position einzelner Ach-
sen
Der Werkzeugwechselpunkt wird in den Einrichte-
Parametern verwaltet (Anwahl: „Akt. Para – Einrichte
(Menü) – WKZ-Wechselpunkt – ..“).
Die Koordinaten des Werkzeugwechsel-
punktes werden als Abstand Maschinen-
Nullpunkt – Werkzeugträger-Bezugspunkt
eingegeben und angezeigt. Da diese
Werte nicht in der Positionsanzeige ange-
zeigt werden, ist es empfehlenswert,
den Werkzeugwechselpunkt zu
„teachen“.
3.4 Einr
ic
ht
e-F
unktionen
Softkeys
■
Handrad einer Achse zuordnen
■
Handrad-Übersetzung festlegen
Maschinenanzeige umschalten
Umdrehungsvorschub eingeben
Konstante Schnittgeschwindigkeit eingeben
M-Funktion eingeben
Achsposition als Werkzeugwechselpunkt übernehmen
(oder Y- oder Z-Achse)
Schlittenposition als Werkzeugwechselpunkt überneh-
men