15 v a riablenpr ogr ammier ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 191
HEIDENHAIN CNC PILOT 4290
179
Wenn eine Austauschkette definiert ist, programmieren
Sie das „erste Werkzeug“ bei „Werkzeugkorrektur und -
Diagnose“. Der CNC PILOT adressiert das aktive Werk-
zeug der Austauschkette (siehe „
4.2.4 Werkzeugpro-
grammierung“).
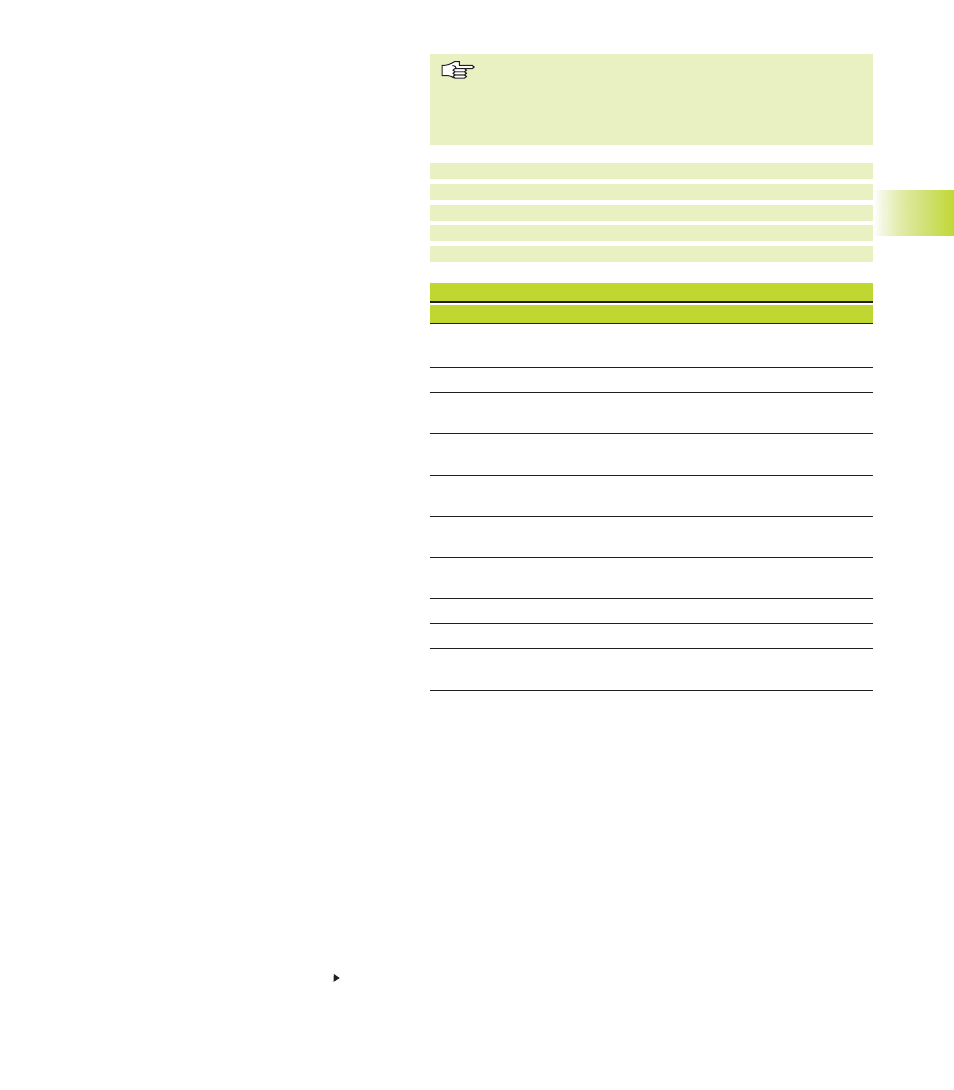
Beispiel „Diagnose-Bits“
. . .
N.. V{T10[1]=1}
[setzt „Standzeit abgelaufen“ bei
Werkzeug 10 – oder Austauschwerkzeug]
. . .
Werkzeug Diagnose-Bits
Bit Bedeutung
1
Wkz verbraucht kennzeichnet den Zustand des Werkzeugs.
Stillsetzungsgrund: siehe Bit 2..8
2
vorgegebene Standzeit/Stückzahl erreicht.
3
reserviert für Werkzeugverschleiß durch Werkzeug-Inprozess-
messen
4
Werkzeugverschleiß, ermittelt durch Werkstück-Inprozessmes-
sen
5
Werkzeugverschleiß, ermittelt durch Werkstück-Postprozess-
messen
6
Werkzeugbruch, festgestellt durch die Belastungs-
überwachung
7
Werkzeugverschleiß, festgestellt durch die Belastungs-
überwachung
8
Eine Nachbarschneide des Multiwerkzeugs ist verbraucht.
9
Schneide neu ?
12 Die Rest-Standzeit der Schneide beträgt <6% oder die Rest-
Stückzahl ist 1.
■
Bit=0: „Nein“; Bit=1: „Ja“
■
Bits 9..16 sind „allgemeine Informationen“.
4.15 V
a
riablenpr
ogr
ammier
ung
Informationen in Variablen
■
V660: Stückzahl
■
wird bei Systemstart auf „0“ gesetzt
■
wird beim Laden eines neuen NC-Programms
auf „0“ gesetzt
■
wird bei M30 oder M99 um „1“ erhöht
■
V901..V920 werden bei den G-Funktionen G901,
G902, G903, G912 und G916 verwendet (siehe
Tabelle).
Fortsetzung nächste Seite
■
Takt-Ereignisse abfragen
Die „Werkzeug-Standzeitüberwachung“ und die
„Startsatzsuche“ lösen Takt-Ereignisse aus (siehe
unten).
Syntax: V{Ex[1]}
x = Ereignis: 20..59, 90
■
20: Standzeit ist abgelaufen (globale Informa-
tion)
■
21..59: Standzeit dieses Werkzeugs ist abge-
laufen
■
90: Startsatzsuche (0=nicht aktiv; 1=aktiv)
Das Takt-Ereignis ordnen Sie dem Werkzeug zu
(„Standzeitverwaltung“ – Betriebsart Handsteu-
ern).
■
Werkzeugkorrekturen lesen/schreiben
Syntax: V{Dx[y]}
x = T-Nummer
y = Längenkorrektur: X, Y, oder Z
■
Diagnose-Bits (Werkzeug-Standzeitüberwachung)
lesen/schreiben
Syntax: V{Tx[y]}
x = T-Nummer
y = Bit: 1..16 (siehe Tabelle)
Takt-Ereignisse und Werkzeug-Standzeitüberwa-
chung
Ist ein Werkzeug verbraucht, werden „Ereignis 20“
(globale Information) und „Ereignis 1“ ausgelöst.
Anhand von „Ereignis 1“ können Sie das ver-
brauchte Werkzeug ermitteln. Ist das letzte Werk-
zeug einer Austausch-Kette verbraucht, wird zusätz-
lich „Ereignis 2“ ausgelöst.
„Ereignis 1 und 2“ definieren Sie individuell für je-
des Werkzeug in der „Austausch-Kette“.
Die Takt-Ereignisse werden am Programmende
(M99) automatisch zurückgesetzt.