4 korrekturen, 5 a u tomatikbetr ieb – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 56
3 Betriebsart Maschine
44
3.5.4 Korrekturen
■
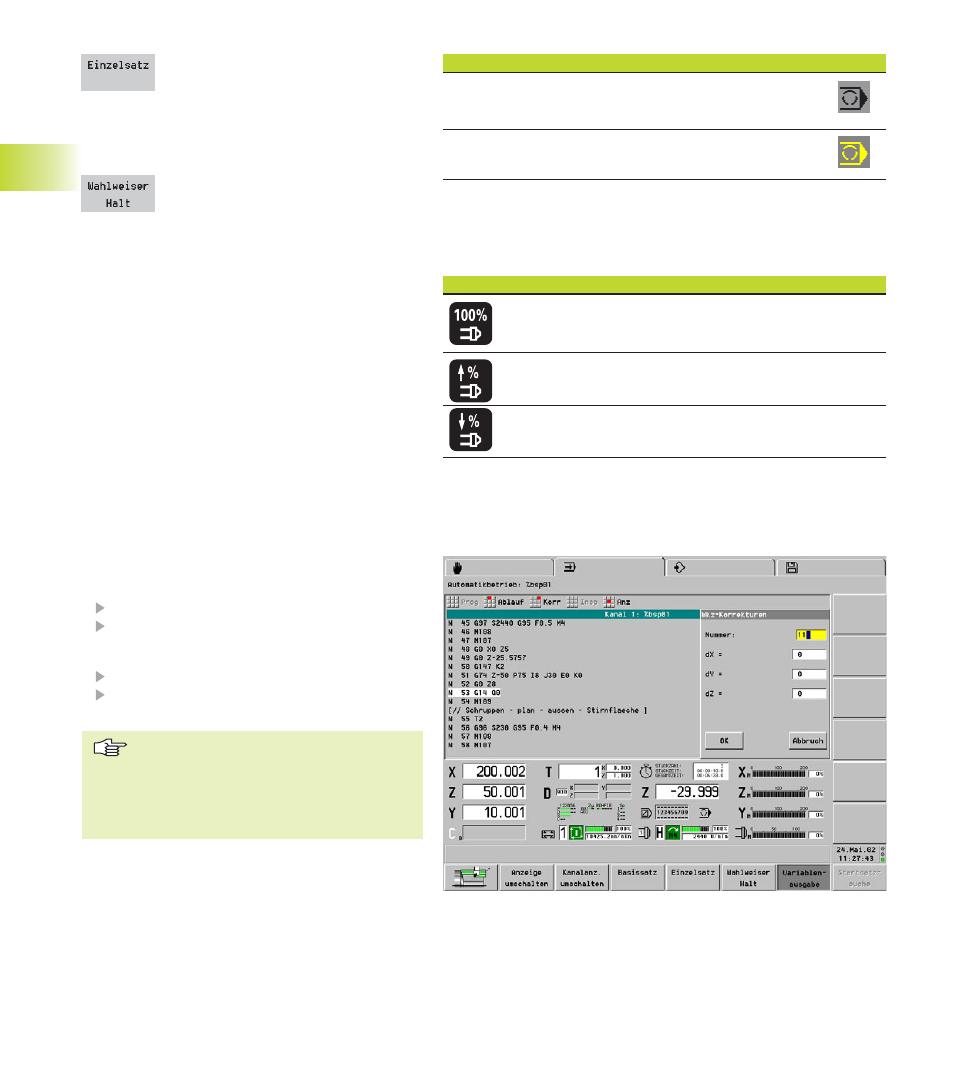
Werkzeug-Korrekturen
„Korr – Wkz-Korrekturen“ wählen
Der CNC PILOT trägt die „T-Nummer“ und die
gültigen Korrekturwerte des aktiven Werkzeugs
ein. Sie können eine andere T-Nummer eingeben.
Korrekturwerte eingeben
Der CNC PILOT addiert die eingegebenen Kor-
rekturwerte zu den bisherigen Werten.
Werkzeug-Korrekturen:
■
wirken ab dem nächsten Verfahrbefehl
■
werden in die Datenbank übernom-
men
■
können um maximal 1mm geändert
werden
3
.5
A
u
tomatikbetr
ieb
Einzelsatzbetrieb
Es wird ein NC-Befehl (ein Basissatz)
ausgeführt, danach geht der CNC PI-
LOT in den Zustand Vorschub-Stop.
Mit „Zyklus-Start“ wird der nächste
NC-Befehl ausgeführt, etc.
Wahlweiser Halt
Der CNC PILOT stoppt bei dem Befehl
M01 und geht in den Zustand Zyklus-
Stop. Zyklus-Start setzt die Programm-
ausführung fort.
Vorschubüberlagerung F% (0% .. 150%)
Die Überlagerung des programmierten Vorschubs
erfolgt per Drehknopf (Maschinen-Bedienfeld). Die
Maschinenanzeige zeigt die aktuelle Vorschubüber-
lagerung an.
Drehzahlüberlagerung S% (50% .. 150%)
Die Drehzahlüberlagerung bzw. das Zurückstellen
auf die programmierte Drehzahl erfolgt mit den Ta-
sten des Maschinen-Bedienfeldes. Die Maschinen-
anzeige zeigt die aktuelle Drehzahlüberlagerung an.
Status wahlweiser Halt
wahlweiser Halt aus
wahlweiser Halt ein
Tasten zur Drehzahlüberlagerung
Drehzahl auf 100% (programmierter Wert)
Drehzahl um 5% erhöhen
Drehzahl um 5% vermindern