4 auskammern, 5 innenkonturen, 16 bearbeitungshinweise – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 337
HEIDENHAIN CNC PILOT 4290
325
6.16.4 Auskammern
Ist „Auskammern“ in der Bearbeitungsfolge vor „Stechdrehen und
Konturstechen“ plaziert, werden fallende Konturbereiche (undefi-
nierte Einstiche) mit Schruppwerkzeugen zerspant. Andernfalls bear-
beitet die AAG diese Konturbereiche mit Stechwerkzeugen. Einsti-
che und Freidrehungen unterscheidet TURN PLUS anhand des
„Einwärtskopierwinkel EKW“ (Bearbeitungs-Parameter 1).
Kann der Auskammerbereich nicht mit einem Werkzeug zerspant
werden, bearbeitet TURN PLUS mit dem ersten Werkzeug vor und
zerspant das Restmaterial mit einem Werkzeug entgegengesetzter
Bearbeitungsrichtung.
Konturbearbeitung (Schlichten): die AAG schlichtet ausgekammerte
Eintauchbereiche mit der gleichen Strategie, wie beim Schruppen.
Abhängig von der Kontur und den verfügbaren Werkzeugen erge-
ben sich folgende Situationen:
■
Komplett Auskammern mit einem Werkzeug. Stehen mehrere
Werkzeuge zur Verfügung, hat das Werkzeug mit der „Standard-
bearbeitungsrichtung“ Vorrang.
■
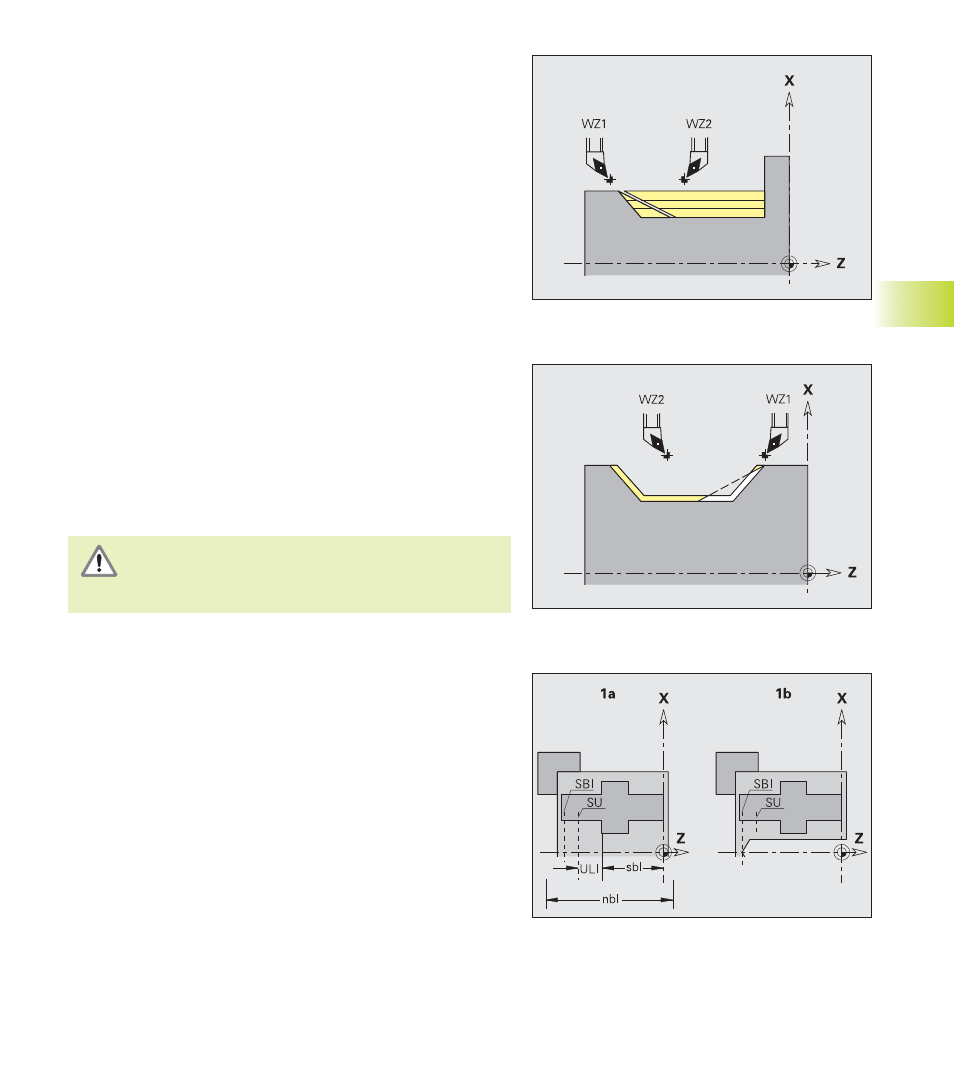
Enthält der Auskammerbereich als Abschlusselement ein Plan-
element, verläuft die erste Auskammerbearbeitung gegen das
Planelement (siehe Bild).
■
Besitzen die beiden Werkzeuge unterschiedliche Freiwinkel, wird
zuerst mit dem Werkzeug, das den größten Freiwinkel hat, gear-
beitet.
■
Sind die Freiwinkel beider Werkzeuge gleich, wird zuerst von der
Seite mit dem kleinsten „Einwärtskopierwinkel“ gearbeitet.
Achtung Kollisionsgefahr !
Beim Auskammern im Innenbereich wird die Eintauchtie-
fe des Werkzeugs nicht kontrolliert. Wählen Sie geeig-
nete Werkzeuge.
6.16 Bearbeitungshinweise
6.16.5 Innenkonturen
TURN PLUS bearbeitet durchgehende Innenkonturen bis zum Über-
gang vom „tiefsten Punkt“ zu einem größeren Durchmesser. Zu-
sätzlich beeinflussen die
■
Schnittbegrenzung Innen
■
Überhanglänge Innen ULI (Bearbeitungs-Parameter 4)
bis zu welcher Position gebohrt, geschruppt und geschlichtet wird.
Vorausgesetzt wird, dass die nutzbare Werkzeuglänge für die Bear-
beitung ausreicht – ist das nicht der Fall, bestimmt dieser Parameter
die Innenbearbeitung.